
Асбестоцементные кровельные плитки изготовляют из смеси асбеста (не ниже 6-го сорта) с цементом, удовлетворяющим специальным ТУ, марки 400—500 (при испытании в жестком растворе) и водой.
Соотношение асбеста и цемента при изготовлении плиток зависит от сорта асбеста: чем длиннее волокна, тем меньше может быть взято асбеста. Содержание асбеста составляет 9—12%, а цемента — 91—88% (по весу). Часть асбеста может быть заменена другим волокнистым материалом минеральной ватой.
Эти плитки имеют также и другие названия искусственный шифер, асбошифер (в отличие от естественного шифера — кровельного сланца), устаревшее название этернит (eternus по-латински значит «вечный»);
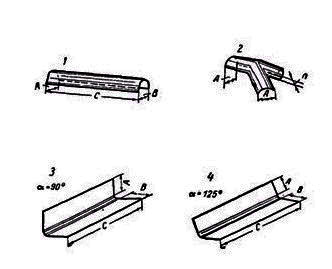
Фасонные детали: 1— коньки и ребра; 2 — тройники; 3 и 4 — уголки
Обычно кровельные плитки имеют серый цвет, но поверхность их во время формовки асбестоцементного листа может быть покрыта цветным асбестоцементным слоем (со щелочестойким минеральным пигментом) либо пигмент может быть введен в основную массу материала. Наиболее распространенная форма плиток квадрат или квадрат с двумя срезанными углами. Изготовляют также прямоугольные и треугольные (половина квадрата) плитки для покрытия свеса крыши, а также детали коньков крыши (в виде желобов слегка конической формы), ребер, тройников и углов. Размер квадратных плиток 40х40 см, толщина 4 мм.
Производство асбестоцементных плиток складывается из следующих операций;
Объемный вес плиток в зависимости от состава асбестоцементной массы и степени прессования колеблется от 1,8 до 2,1 кг/дм3, предел прочности при изгибе не менее 240 кг/см2 (эта прочность в 2—2,5 раза выше прочности на изгиб чистого цементного камня), водопоглощение не более 18% по весу.
Плитки должны быть морозостойкими, так как они предназначены для покрытия кровли зданий, и не должны коробиться.
Обыкновенный портландцемент, как известно, не обладает стойкостью по отношению к действию кислот, но в сильно уплотненном и затвердевшем состоянии — в асбестоцементных плитках выдерживает действие кислотной среды в атмосфере фабричных районов, в паровозных депо и т. п.

Плитки укладываются по сплошной дощатой опалубке обычно в один ряд; реже применяют двухрядное покрытие, когда один ряд перекрывает другой, лежащий ниже, более чем на половину длины плиток. Такое покрытие получается очень плотным, но требует большого расхода плиток.
Прикрепляют плитки к опалубке гвоздями с широкой оцинкованной шляпкой; кроме того, применяют особые противоветренные устройства (кляммеры).
Асбестоцементные плитки, а также листы благодаря легкости, прочности, долговечности (срок службы не менее 50 лет) являются одним из лучших кровельных материалов.
Кроме плиток заводы выпускают еще большое количество асбестоцементных профилированных листов волнистых, размером до 1200 х 690 мм и полуволнистых, размером 800 или 1200 х 553 мм, предназначенных для кровель жилых и общественных зданий, фасонные детали к ним (коньки и др.), а также плоские облицовочные листы с окрашенной (перхлорвиниловыми лаками и эмалями) поверхностью.
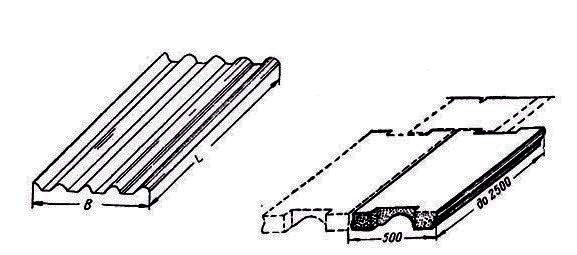
Большеразмерный полуволнистый лист усиленного профиля, Утепленная лотковая плита.
Толщина прессованных профилированных листов 4 —12 мм, непрессоваиных — 5 — 6 мм.
Предел прочности при изгибе у асбециментных листов не менее 200 кг/см2, У вторых — 140 кг/см2; водопоглощение — не более 21 % (по весу), у непрессованных не более 30%. Профилированные листы должны быть морозостойкими.
Для кровель и обшивки стен промышленных зданий изготовляют полуволнистые, а также волнистые листы усиленного профиля больших размеров (от 1600 х 1000 до 2000 х I000 мм) и фасонные детали к ним.
Производство асбестоцементных листов почти не отличается производства асбестоцементных плиток.
Волнистые профилированные листы формуют из сырых листов на стальных волнистых прокладках.
При использовании листов затраты материала и труда гораздо меньше, чем при использовании мелких плиток. Листы укладывают на кровле по деревянной или металлической обрешетке прикрепляют к ней оцинкованными болтами.
Для утепленных кровель промышленных зданий особенно выгодны асбестоцементные плиты с внутренним теплоизоляционным слоем, например так называемые лотковые плиты длиной до 2,5 м.
Внутренний диаметр водопроводных труб от 50 до 546 мм Для рабочего давления в 8—10 ати и от 50 до 960 ммдля рабочего давления в 5 атм. Толщина стенок труб от 9 до 50 ммв зависимости от их диаметра; длинд труб 3—4 м.
Соединяют трубы специальными асбестоцементными муфтами с резиновыми кольцами (рис.1). Концы труб и внутренняя поверхность муфт обтачиваются.
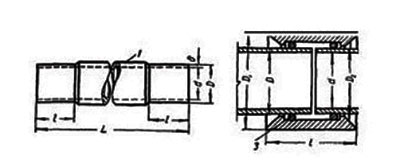
Труба водопроводная и муфта к ней: 1 — труба; 2— муфта; 3 — резиновое кольцо
Внутренний диаметр канализационных труб 44—576 мм, толщина стенок 7—18 мм, длина звеньев 3—4 м. Соединяют трубы простыми цилиндрическими муфтами или раструбами (рис. 2).
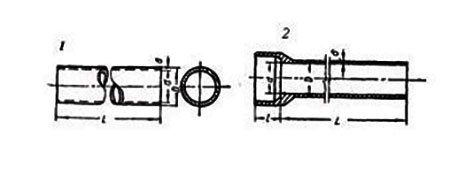
Трубы канализационные: 1 — муфтовые; раструбные
Также выпускаются высоконапорные армированные асбестоцементные трубы с предварительно напряженной арматурой (по аналогии с железобетонными). Кроме водопровода и канализации асбестоцементные трубы используются для газопроводов с давлением газа не более 2 атм,дляпрокладки электрических и телефонных кабелей, для нефтепроводов и теплофикации. Асбестоцементные трубы имеют большие преимущества перед металлическими: они дешевле, легче, менее теплопроводны и гораздо более стойки по отношению к коррозии, поэтому они широко применялись в России.








