При мокром способе производства кирпича требуется сравнительно высокая влажность глиняной массы. Только при этом условии можно выдавливать из пресса глиняную ленту. Но после того как сырец сформован, его приходится сушить, чтобы удалить значительную часть воды до обжига. Необходимость сушки — главный недостаток мокрого способа
На искусственную сушку расходуется до 100 кг условного топлива на 1000 шт. сырца. При естественной же сушке производство кирпича является сезонным (хотя теперь на многих заводах сезон удлинен значительно) с вытекающим отсюда рядом недостатков.
Для сокращения сроков сушки наряду с мокрым способом применяется способ полусухого прессования включающий:
Сушка и помол глины могут быть совмещены в одном агрегате, так называемой аэробильной мельнице, где размалываемая глина смешивается с горячими газами и высушивается.

Для производства кирпича этим способом пригодна не всякая глина.
При формовке высокопластичных глин воздух «запрессовывается» в сырец, и кирпич может дать трещины. Легко поддаются прессованию тощие глины. Особенно выгодно применять глины с малой естественной влажностью, вовсе или почти не требующие сушки. Некоторые глины (шиферные, сланцевые) не могут быть превращены в пластичное тесто и применяются только для полусухого прессования. Но для этого способа требуется более сложное оборудование, чем при мокром способе.
Прессование сырца производится в стальных формах при давлении до 120—150 кг/см2. Пресс создает двустороннее трехступенчатое давление 10—50—150 кг/см2, благодаря которому большая часть воздуха, содержащегося в глиняной массе, удаляется.
Пресс имеет вращающийся стол с несколькими формами, подающий и убирающий сырец. Чтобы масса не прилипала к формам, их подогревают электрическим током, а после того как сырец вытолкнут, очищают щетками. Производительность обычных прессов 2000—3000 кирпичей в час.
Пресс А. А. Мелия может дать до 10 000 шт. сырца в час. Пресс системы А. А. Мелия ротационный, рычажный, имеет 12 форм, сгруппированных по 3—4; одновременно на нем формуется 3—4 кирпича-сырца; он обеспечивает длительное прессование (до 3 сек.), необходимое для получения кирпича хорошего качества. На этом же прессе формуются пустотелые камни, облицовочные плиты и другие изделия.
Обжиг и при данном способе ведется в кольцевых или, лучше, туннельных печах с газовым отоплением. Температура обжига на 50° должна превышать температуру обждга для кирпича, изготовленного по мокрому способу, т. е. достигать примерно 1000°.
При более низкой температуре обжига кирпич получается малопрочным и недостаточно морозостойким.
При полусухом способе производства кирпича отпадает необходимость в сушилках, или сокращаются сроки сушки, обеспечивается правильность формы и размеров кирпича имеющая большое значение для прочности кладки не образуются спиральные трещины, появляющиеся иногда в сырце, сформованном на ленточном прессе.
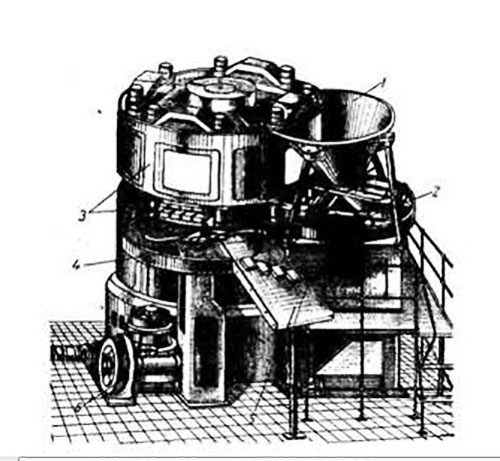
Рис. 1. Пресс системы А. Мелия для полусухого прессования кирпича: 1— питающая воронка; 2 — механизм для засыпки форм глиняным порошком; 3 — ротационный стол пресса; 4 — сбрасывающий механизм; 5 — транспортер для приема сформованного сырца; 6 — привод пресса.
Кирпич полусухого прессования имеет повышенный объемный вес (посравяению с весом кирпича, изготовленного мокрым способом) —1800 — 2000 кг/м3; однако это небольшое увеличение веса не вызывает изменения толщины стен, и его можно избежать путем изготовления пустотелого кирпича.
Кроме обычного кирпича по методу полусухого прессования изготовляются различные пустотелые камни и пустотелый кирпич обычных размеров (250 х 120 х 65 мм) с несколькими несквозными пустотами. Этот кирпич, так называемый пятистенный, имеет ряд преимуществ перед обычным: транспортировка его дешевле, вес выложенных из него стен уменьшается на 15—20%, теплопроводность их снижается.