
.
Для приготовления асфальтобетонных смесей на объектах строительства организуются специальные предприятия — асфальтобетонные заводы.
Заводы располагаются в зависимости от наличия местных материалов, пунктов снабжения, объектов строительства и наличия подъездных путей, с расчетом наименьших перевозок как материалов, так и асфальтобетонной смеси.
Состав завода и схема расположения его цехов зависит от технологического процесса приготовления смеси и условий снабжения материалами.
Технология производства асфальтобетонной смеси состоит из следующих основных стадий:
На рис. 1 показана технология производства приготовления асфальтобетонных смесей.
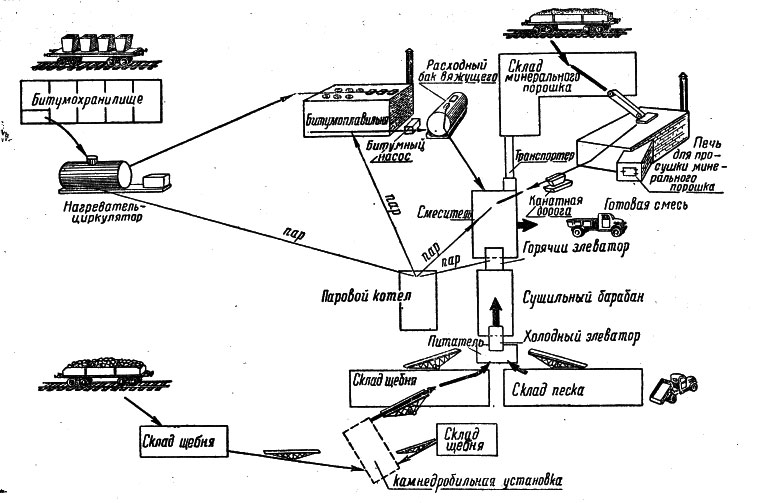
В зависимости от технологии приготовления завод состоит из следующих основных цехов.
Смесительный цех — основной цех, который состоит из асфальтосмесителей с необходимым к ним оборудованием: элеваторами, транспортерами, дозирующими устройствами, системой подогрева и т. д.
Асфальтобетонные смесители по принципу перемешивания смеси можно разделить на две группы—смесители со свободным перемешиванием (типа Г-1), в которых материал перемешивается при вращении барабана, и смесители, в которых для перемешивания имеются лопастные мешалки; к этой группе следует отнести смесители Д-152, Д-225 и др.
Кроме того, смесители второй группы можно подразделить по принципу работы мешалок на две подгруппы: первая — мешалки периодического действия, выпускающие асфальтобетонную смесь порциями (замесами), и вторая — мешалки непрерывного действия, когда готовая смесь выпускается непрерывным потоком.
Производительность асфальтобетонных смесителей отечественных типов различная: от 8—10 до 25—30 т в час.
Цех каменных материалов проектируется в зависимости от разновидности каменных материалов и условий снабжения ими завода.
Обычно этот цех состоит из трех отделений: по заготовке и хранению щебня, песка и минерального порошка.
Отделение по заготовке щебня в ряде случаев производит дробление камня и сортировку на отдельные размеры (фракции), поэтому это отделение включает в себя камнедробильные установки с грохотами.
Основной задачей этого отделения является приготовление и хранение материалов и их транспортировка к смесителю. Поэтому от правильного решения этой задачи, от степени механизации этих работ зависит производительность завода и стоимость готовой смеси.
Отделение по заготовке песка обычно состоит из разработки месторождения, сортировки песка (отгрохотки крупных частиц) и иногда промывки (удаления глинистых частиц, являющихся вредной примесью), транспортировки его на территорию завода, выгрузки в штабель и подачи к смесителю.
Заводы стремятся размещать вблизи песчаного карьера для снижения транспортных и перевалочных работ.
Отделение минерального порошка (учитывая его централизованную заготовку) чаще состоит только из складов и транспортных средств для подачи порошка к смесителю. Склады должны быть крытыми для предохранения минерального порошка от увлажнения. Устройства для транспортировки минерального порошка следует применять такие, которые препятствуют его распылению.
При использовании местных каменных материалов для приготовления минерального порошка обычно требуются помольные машины (шаровые мельницы и т. п.). В случаях использования местных порошковых материалов (золы, грунта и т. п.) заготовка сводится к их прогрохотке.
Цех по приготовлению органических их вяжущих материалов состоит из хранилищ, подогревающих агрегатов и трубопроводов с насосами для перекачки и подачи вяжущего материала в смеситель. Конструкции хранилищ бывают различного типа: земляные, металлические, бетонные, каменные. Последние два типа относятся к постоянному виду и строятся на стационарных, постоянно действующих заводах.
Для предварительного разогрева битума в хранилищах устраивают зоны подогрева, состоящие из батарей труб, обогреваемы^ паром или отходящими газами. Для приготовления вяжущего материала устанавливают батарею котлов, в которых битум не только обезвоживается (выпаривается влага), но и подогревается до рабочей температуры, а при составлении из нескольких марок битума и смешивается. Битумные котлы представляют собой цистерны различной емкости (от 3 до 20 т), замурованные в кирпичную кладку с тонкой и топочными тазовыми каналами. К смесителю готовый вяжущий материал подается по трубам насосом. Для снижения тепловых потерь при транспортировке вяжущий материал s подогревают паром, создавая паровую рубашку внутри битумо-провода или снаружи.
Энергетическое хозяйство завода состоит из машин (двигатели и электростанции), приводящих в действие все механизмы и освещающих территорию завода в вечернее и ночное время, паровых котлов, которые обеспечивают -паром подогрев вяжущего и распыление топлива в форсунках сушильных барабанов и т. д.
Внутризаводской транспорт состоит из транспортеров, элеваторов, погрузчиков или экскаваторов, тракторных отвалов, винтовых транспортеров, узкоколейного транспорта и других (Машин и механизмов, которые обеспечивают своевременную подачу составляющих смесь материалов на склад и к смесителю.
Лаборатория имеет оборудование, которое позволяет проверять качество материалов и смеси, включая испытание вырубок, взятых из покрытия.
Работа всех цехов должна быть увязана между собою и подчинена общему технологическому процессу.
Для проверки качества приготовления асфальтобетонной смеси на заводе периодически отбирают пробы для испытания в лаборатории.
В лаборатории определяется сопротивление сжатию, водонасыщение, набухание, водоустойчивость и теплоустойчивость образцов, изготовленных из смеси. В табл. 1. приведены требования к асфальтобетону.
Таблица 1
| Технические требования | Показатели асфальтобетона по маркам | ||
| 1 | II | III | |
| Временное сопротивление сжатию в кг|см2 при 50° R50 | 12 | 10 | 8 |
| Временное сопротивление сжатию в кг/см2 при 22° R22, не менее | 25 | 23 | 20 |
| Временное сопротивление сжатию в кг|см2 при 22° R22, не более | 3R50 | 3,5R50 | 4R50 |
| Временное сопротивление сжатию в кг|см2 при 22° в водонасыщенном состоянии Rвод, не менее | 0,9R22 | 0,85R22 | 0,8R22 |
| Водонасыщение в % по объему | 1,0-2,5 | 1,0 - 2,5 | 1,0 -3,0 |
| Набухание в % по объему не более | 0,5 | 1,0 | 2,0 |
Примечания:
1. В южных районах, где в летний период температура воздуха, как правило, превышает 30°, показатель временного сопротивления сжатию при 50°
Нижний предел водонасыщения в процентах по объему повышается на 0,5%.
2. Для грунтового асфальтобетона водонасыщение по объему может быть допущено до 5%.
Для соблюдения технологического режима и постоянства состава асфальтобетонной смеси осуществляется постоянный лабораторный контроль за качеством составляющих материалов и готовой смеси, за дозированием и температурой выпускаемой смеси.
Детальные анализы каменных материалов и битума производятся в центральной лаборатории.

О замеченных изменениях качества материалов (наличие засоренности, заметное на-глаз изменение гранулометрического состава и влажности) и готовой смеси (непромешанность, образование комков, излишняя жирность) следует сообщать лаборатории и только по согласованию с ней вносить изменения в дозирование или технологический режим.
В задачи технического контроля производства асфальтобетонной смеси на заводе входят:
Контроль качества материалов, составляющих асфальтобетонную смесь, заключается в определении основных свойств согласно техническим условиям на эти материалы. В период производства контролируется постоянство качества материалов.
При получении каждой новой партии минерального порошка производится определение гранулометрического состава, влажности, пористости.
При применении минерального порошка, предварительно обработанного, определяется количество содержащегося в нем вяжущего.
Контроль дозирования материалов для асфальтобетонной смеси осуществляется путем систематической проверки один-два раза в смену работы весов контрольным взвешиванием отмеренного материала. Кроме того, для проверки дозирования материалов берут пробы сухой смеси и определяют гранулометрический состав и объемный вес.

Контроль температурного режима состоит из непрерывного наблюдения за температурой битума, каменных материалов и готовой смеси.
Температура битума в котлах измеряется через час. Битум пускается в производство только после проверки его свойств в лаборатории.
Температура готовой смеси проверяется в каждом замесе в кузове автомобиля. Температура асфальтобетонной смеси измеряется термометром.
Контроль качества перемешивания производится систематически, при этом наблюдают за временем перемешивания и качеством выпускаемой смеси. Для контроля за равномерностью перемешивания один раз в смену берется проба из двух замесов.
Контроль качества готовой асфальтобетонной смеси производится на образцах, взятых из кузова автомобиля из нескольких замесов, при этом берется одна проба на каждые 50 т выпускаемой смеси. В лаборатории из взятой пробы приготовляются цилиндрические образцы для производства необходимых испытаний с целью определения свойств асфальтобетона.
Результаты всех испытаний заносятся в специальный журнал, где, кроме того, отмечаются время изготовления, состав и место укладки асфальтобетонной смеси.








