
.
Работа напильника (опиловка) производится повторными движениями напильника по обрабатываемому материалу, причем движение от себя - рабочее, а возвратное — холостое.
Формы сечения, назначение и род насечки весьма разнообразны, но в связи с механизацией целого ряда работ, производимых ранее опиловкой, большое количеств специальных видов напильников вышло из употребления. Все же и в настоящее время номенклатура довольно значительна.

По форме сечения самыми распространенными являются следующие:
Менее распространены ножевочные, ОСТ 20172 (рис. 1,ж), мечевидные, или ромбические, ОСТ 20173 (рис. 1,г), и овальные, ОСТ 20175 (рис. 1, и).
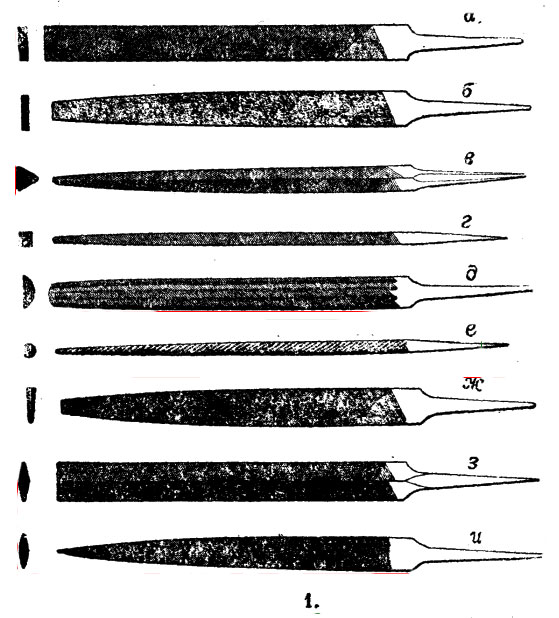
Сечения напильников подбираются в соответствии с формой подлежащей опиловке поверхности.
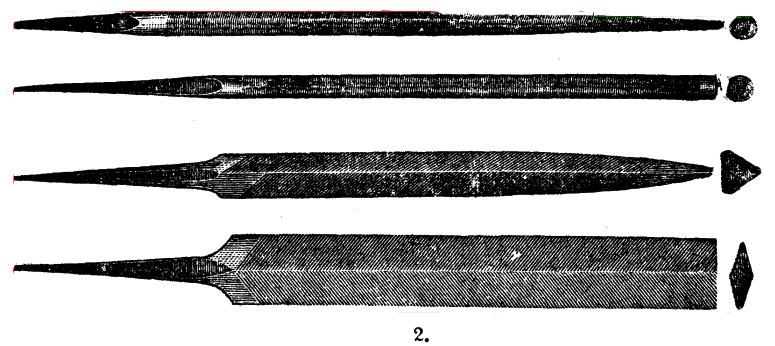
Отдельную группу составляют напильники, которые применяются для заточки ручных пил по дереву. Эта группа напильников имеет также большую номенклатуру как по форме сечения, так и по виду насечки в зависимости от назначения напильников.
Наиболее распространенными и применяемыми в настоящее время являются следующие три формы сечения:
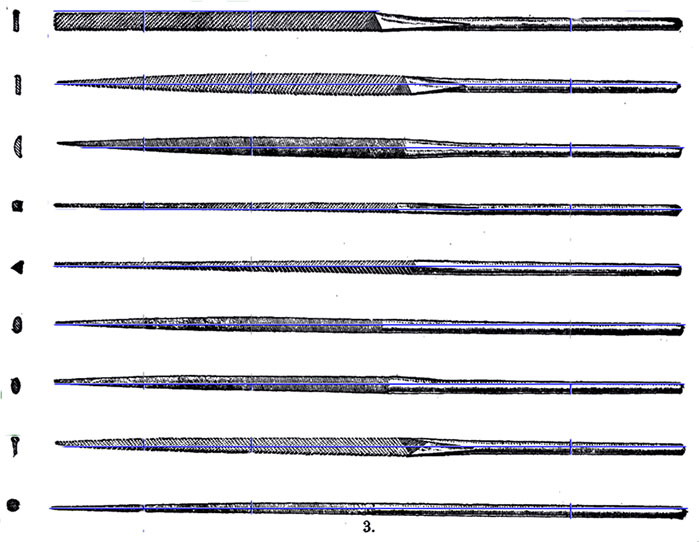
Для мелких работ в инструментальных цехах и на предприятиях точной индустрии применяются тонкие напильники, имеющие специальное наименование — надфили, ОСТ 7016—7027 (рис. 3), изготовляемые тех же сечений, что и напильники.
Отличительной особенностью надфилей является помимо их размеров сечения и то, что надфиль отковывается из круглой проволоки, причем половина длины является профилированной рабочей частью, а другая половина круглого сечения ручной.
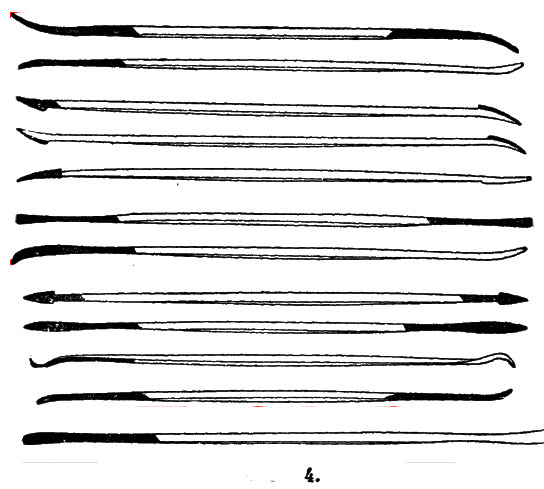
В часовом производстве при меняют специальные надфили с укороченной рабочей частью и ручкой квадратного сечения. Для обработки штампов, а чаще в ювелирном деле и скульпторами применяются изогнутые двусторонние и односторонние, называемые рифлуарами (рис. 4). Количество видов рифлуаров очень значительное, зависящее от разнообразия форм, подлежащих обработке ими.
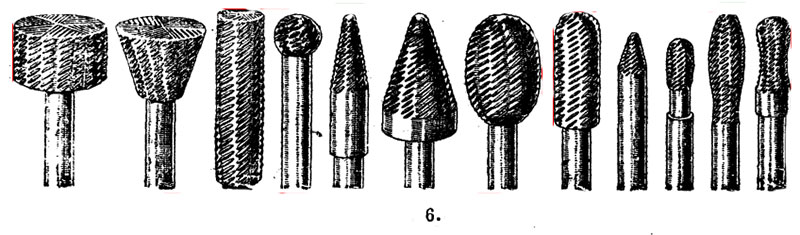
Все перечисленные виды являются ручным инструментом. Отдельную группу составляют напильники, служащие машинным инструментом. К этой группе относятся:
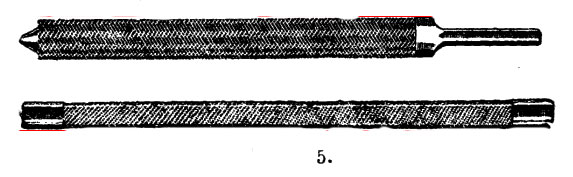
Напильники изготовляются размером (по длине) от 75 до 450 мм. Длина надфилей 60 - 220 мм, наиболее распространены надфили 80—160 мм. Н. для напилочных станков изготовляются длиной 100— 250 мм. Длина бор-напильников вместе с хвостовиком 60—80 мм.
В зависимости от количества зубьев насечки, приходящихся на единицу длины (1 см), считая по оси, напильники подразделяются на 6 основных видов или классов причем бархатные насечки делятся в свою очередь на классы или номера в зависимости от частоты насечки.
Остированы насечки драчевая — I класс, личная—II класс и бархатные III, IV, V и VI классы.
Количество насечек на 1 см.
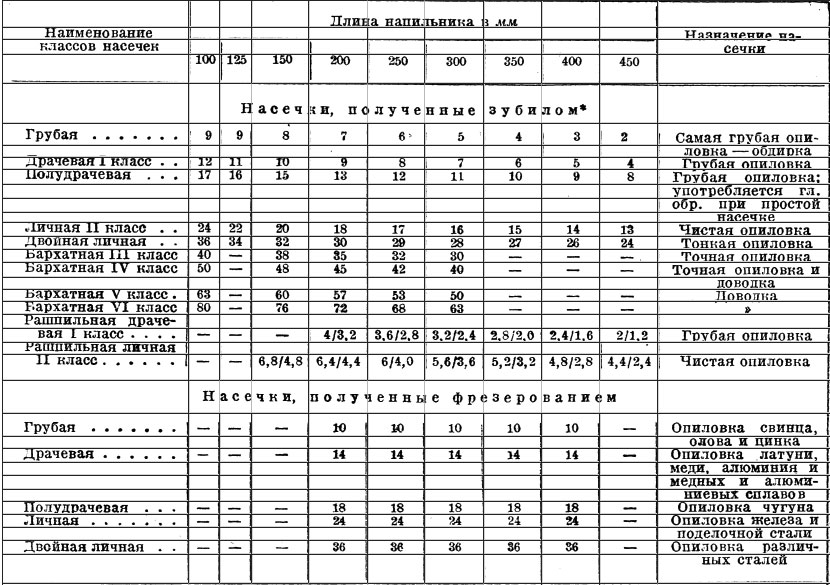
В числителе указано количество рашпильных насечек на 1 см, а в знаменателе рашпильных насечек на 1п.см ширины. Колличествонасечек указанодля нижнего зуба, для верхнего зуба количество насечек для первых четырех классов на 1-2 больше , чем на нижнем, а для остальных классов на 3-5 больше.
Количество насечек на единицу длины в зависимости от длины напильника и назначение напильника в зависимости от насечки показаны в таблице.
Отдельную группу напильников занимают так называемые рашпили (рис. 7), у которых в отличие от напильников, имеющих один зуб по ширине (линейные зубья), имеется по ширине несколько зубьев (точечные зубья). В отличие от напильников, в основном применяемых для опиловки металлов, рашпили предназначены для опиловки более мягких материалов (дерева, кости, рога и т. п.).
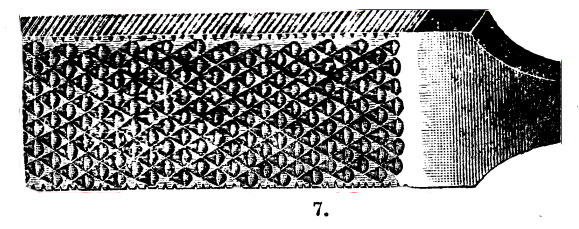
Рашпили изготовляются в основном 3 профилей:
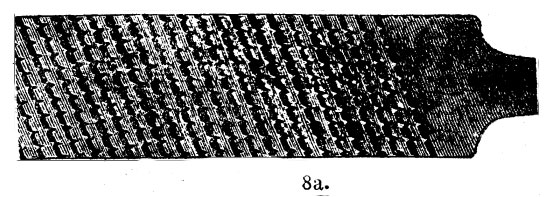
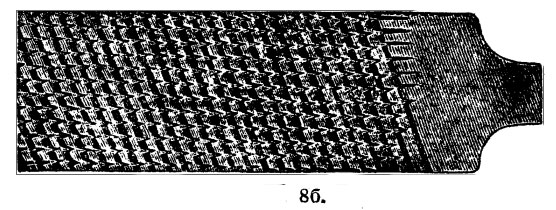
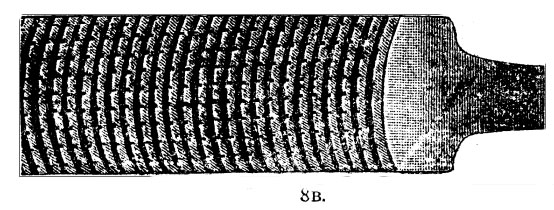
Помимо насеченных в целях получения более правильного угла резания изготовляют напильники с фрезерованным зубом (рис. 8а, 8б, 8в,). Они обладают высокой производительностью в особенности эффективны при обработке цветных металлов.
Изготовление состоит в основном из следующих операций:
Материалом для напильников служит углеродистая сталь с содержанием 0,8—1,5% С; 0,10—0,30% Si; 0,25—0,45% Мп; < 0,04% S и < 0,05% Р. Для изготовления рашпилей применяется углеродистая сталь с содержанием 0,7% С.
Некоторые виды, особенно бархатные и специального назначения для работы по металлу после термической обработки, изготовляются из легированной стали с присадкой хрома от 0,3 до 0,7%. Содержание углерода в стали берется тем больше, чем меньше размер изготовляемого напильника.
Сталь для изготовления поступает в виде полос определенного профиля и размера в соответствии с профилем и размером . Твердость стали д. б. не выше 300 по Бринелю. Первая операция — отрезка заготовок — производится обыкновенно на прессах-ножницах, причем обрезается одновременно несколько заготовок, количество которых зависит от размеров сечения разрезаемых прутков.
Следующей операцией является оковка носка напильника (его конечной части). Эта операция производится или на приводном пружинном молоте с весом падающей части (бабы) от 15 до 45 в зависимости от размеров сечения отковываемого напильника или в бойках с ручьями с соответствующими сечению и размеру отковываемой части. Оковку плоских, трехгранных и полукруглых более рационально производить на ковочных вальцах, что дает более гладкую поверхность кованной части. Нагрев перед ковкой производится в пламенных печах очкового типа, работающих как на нефти и на кменном угле.
Диаграмма испытания ряда напильников на машинах Герберта приведена на рис. 19, она изображает объем спиленного материала в функции числа ходов напильника; таким образом высота подъема каждой индивидуальной кривой данного напильника до перехода ее в горизонтальное направление (что обозначает окончательное затупление напильника) характеризует стойкость напильников, а тангенс угла наклона кривой к горизонтальной оси пропорционален остроте.
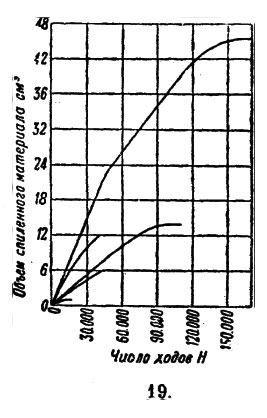
Необходимо однако отметить, что результаты испытания на машине Герберта только тогда сравнимы друг с другом, когда испытуемые напильник находятся в абсолютно тождественных условиях как в отношении шага насечки прижимающего веса, так и в смысле равномерной структуры и твердости пробных брусков.
Помимо пересечки существует еще ряд способов восстановления Н.: химический, электрохимический и пескоструйный.
Химический способ восстановления заключается в следующем: старые сработанные напильники освобождаются от грязи, масла, ржавчины и опилок промывкой в ваннах с каустической содой и водном 5—10%-ном растворе соляной кислоты, затем погружаются в ванну с раствором серной и азотной кислот. В этой ванне происходит восстановление путем травления зубьев. После этого они промываются, нейтрализуются, сушатся и смазываются для предохранения от ржавления.
Электрохимический способ отличается от химического тем, что травление происходит в электролитической ванне, содержащей раствор серной и азотной кислот, причем напильник служат анодом, а катодом — угли или алюминевые пластины. Плотность тока 3—3,5 А 1 dм2. Н., напряжение 3—6 V. При химическом и электрохимическим способах восстановления предварительная перед восстановлением и следующая очистка Н. вместо промывки в содовой и кислотной (соляная кислота) ваннах могут очищаться пескоструйными аппаратами.
Пескоструйный способ восстановления заключается в заточке зубьев на пескоструйных аппаратах. При этом способе струя должна быть направлена под углом не более 15° к плоскости напильника и нормально в затылок верхней насечке.
Из всех указанных способов наиболее распространенным является химический способ, при котором удается достигнуть восстановления в пределах 60—70% первоначальной работоспособености напильника.








