Для выполнения процесса ручной дуговой электросварки необходимы: сварочный стол; стеллаж или сборочное приспособление, на которых располагается свариваемое изделие, источник тока для питания дуги; гибкий кабель с злектрододержателем, предохранительный щиток или маска для защиты от лучей дуги и брызг металла и местный или общий отсос загрязненного воздуха.
Основным инструментом сварщика является электрододержатель, служащий для закрепления в нем электрода и подвода тока к нему. Электрододержатель должен быть легким, удобным в работе и простым по конструкции.
Типы электрододержателей изображены на рис. Подвод тока к электаододержателю (прямой провод) осуществляется при помощи гибких кабелей с хорошей изоляцией. Сечение медных кабелей подбирают исходя из допускаемой плотности тока 5-7 а/мм2. Подвод тока к сварочному столу, обычно называемый заземлением, или обратным проводом, выполняют стальными полосами, прутками и т. п.
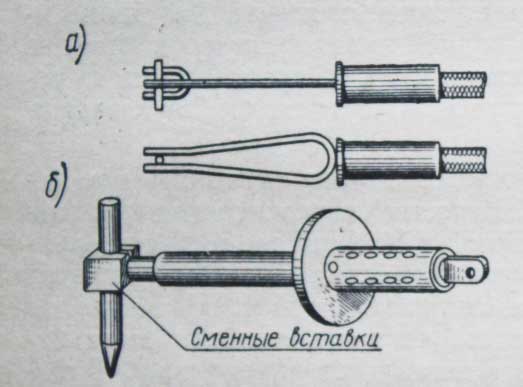
Типы электродержателей:
а - для металлических электродов, для угольных электродов
Для защиты глаз и лица сварщика от лучей дуги применяют специальные предохранительные щитки или маски, снабженные темноокрашенными стеклами, поглощающими ультрафиолетовые и инфракрасные лучи и уменьшающими световой поток дуги.
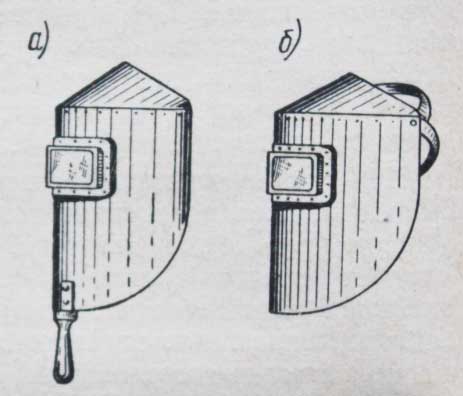
Рис. Предохранительный щиток
а и б - маска
Для общей защиты сварщика необходимо пользоваться брезентовыми спецодеждой и рукавицами. Кроме того, сварщик должен иметь стальную щетку, зубило и молоток, необходимые для очистки изделий и швов.
Качество сварных соединений зависит от правильного выбора силы тока. Черезмерно большой ток вызывает перегрев металла, а иногда приводит к образованию сквозного проплавления (прожогов) стенок изделия.
Сварка слишком малыми токами сопровождается прявлением непроваров, участков недостаточно сплавления металла шва с металлом изделия. Сила тока при сварке выбирается в зависимости от толщины и состава свариваемого металла, диаметра и сорта электрода, рода тока, типа соединения и положения его в пространстве.
По мере увеличения толщины свариваемых деталей применяют электроды большего диаметра. В свою очередь между током и диаметром электрода существует зависимость, которая в первом приближении выражается уравнением - выбор и расчет режимов сварки:
Iд = kd,
где Iд — сила тока при сварке, а,
d — диаметр электрода, мм,
k — коэффициент, а/мм.
При дуговой сварке электродами из малоуглеродистой сталей значение коэффициента k принимается равным 45-60 а/мм. Соответственно для угольных электродов k — 5 - 8 а/мм для графитовых электродов k = 18-22 a/мм.
При сварке электродами из легированных сталей, имеющих меньшую проводимость в сравнении с малоуглеродистой сталью, значение k следует применять равным 35—45 a/мм, чтобы избежать перегрева электродных стержней.
Основные приемы ручной сварки металлическим электродом. Для зажигания дуги электрод подводят к месту начала сварки и закрыв лицо щитком, прикасаются электродом к изделию, затем быстро отводят его на 3—5 мм. После этого производят равномерную подачу электрода к изделию, поддерживая непрерывное горение короткой дуги. Одновременно производят поступательное перемещение дуги (электрода) вдоль линии шва. Для обеспечения хорошего провара и правильного формирования шва электрод располагают с небольшим наклоном в сторону движения.
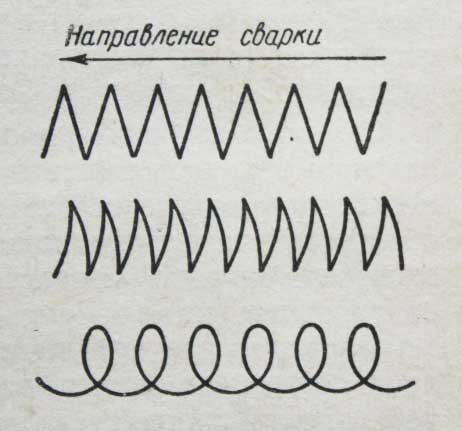
Формы траекторий движения дуги при ручной электросварке
Кроме поступательных движений электрода к изделию и вдоль линии шва, обычно совершают еще и поперечные колебательные движения, показанные на движения дуги при ручной, с амплитудой, равной двум-трем диаметрам электрода, которые необходимы для получения широкого валика или хорошего проплавления кромок свариваемых деталей.
Сварка производится только дугой прямой полярности. Дуга обратной полярности не применяется, так как в этом случае происходит науглероживаиие металла шва.
Зажигание дуги осуществляется так же, как и при металлическом электроде. Длина дуги поддерживается не меньше 7 -10 мм. В противном случае, несмотря на применение прямой полярности, также возможно науглероживание шва. Сварку тонких изделий производят без присадочного металла, получая металл шва за счет металла отбортованных кромок.
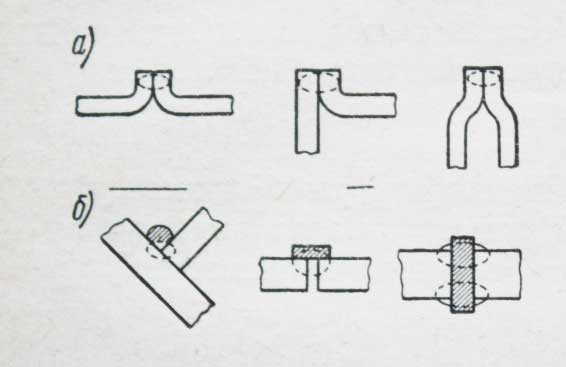
Типы соединений при дуговой сварке угольным электродом
При сварке изделий с толщиной от 3 мм и выше практикуется предварительная укладка по линии шва прутков присадочного металла круглого или прямоугольного сечения (рис. б). Во избежание прожогов иногда применяют медные подкладки, располагаемые с нижней стороны свариваемых деталей.
Наряду с описанным выше обычным методом выполнения процесса ручной сварки в производстве применяются новые методы, дающие более высокую производительность и поэтому известные под названием скоростных. Важнейшими из них являются: сварка с глубоким проваром, сварка пучком электродов и сварка трехфазной дугой.

Этот метод основан на том, что некоторые качественные электроды имеют покрытие, плавящееся несколько позднее стержня. Таким образом, на конце электрода образуется чехольчик конусной формы. В процессе сварки конец электрода плотно опирается покрытием на поверхности кромок свариваемых деталей.
Скорость сварки регулируется путем большего или меньшего нажатия на электрод. Наличие чехольчика предохраняет дугу от короткого замыкания и уменьшает потери электродного металла. Вместе с тем чехольчик обеспечивает более высокую степень концентрации тепла дуги, способствуя получению глубокого провара.
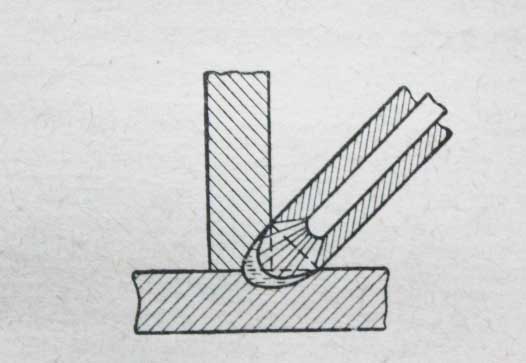
Схема дуговой электросварки с глубоким проваром
Этот метод сварки легко осваивается сварщиками и обеспечивает повышение производительности труда в 1.5 - 2 раза.
Особенно широко применяют сварку с глубоким проваром (методом касания) для угловых швов с катетом до 10 см.
Сущность этого метода заключается в том, что сварка производится одновременно двумя, тремя и более электродами, связанными в один общий пучок.
При зажигании дуги ток проходит через один, из электродов, затем по мере оплавления его дуга переходит на другой электрод, затем на третий и т. д. При этом способе сварки обеспечивается лучшее использование тепла дуги, что и способствует повышению производительности.
Для сварки по этому методу возможно применение ряда различных схем. Простейшей из них является схема сварки двумя электродами, закрепленными в независимых друг от друга держателях. В производстве применяется другая более удобная схема сварки двумя параллельными электродами, изолированными друг от друга и закрепленными в одном держателе специальной конструкции.
Для выполнения сварки трехфазной дугой необходимы специальные трансформаторы или же возможно применение обычных однофазных сварочных трансформаторов с отдельной реактивной катушкой, включаемых по схеме открытого треугольника.
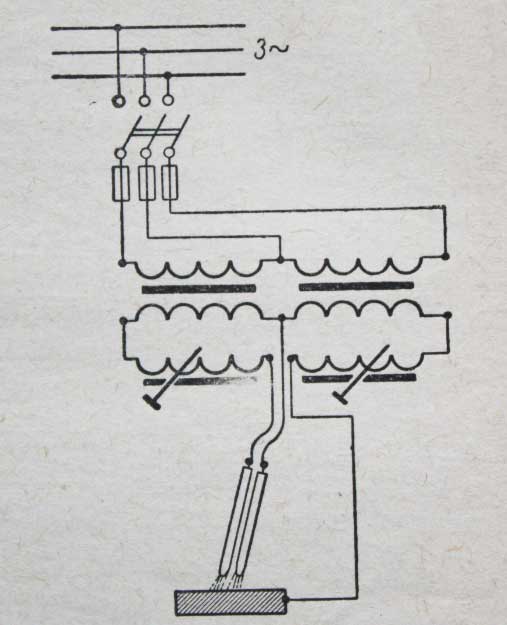
Схема включения однопостовых трансформаторов при сварки трехфазной дугой
Сварка трехфазной дугой характеризуется высокой экономической эффективностью. Так, в сравнении с ручной однофазной сваркой достигается повышение производительности в 2—2,5 раза и уменьшение расхода электроэнергии на 20—25%.