Дуговая сварка (с накладками) стыков стержней из холодносплющенной стали периодического профиля должна производиться двумя фланговыми швами с соблюдением правил, указанных выше для горячекатаной стали гладкого и периодического профиля, а также следующих указаний:
Общая площадь поперечного сечения накладок Fн в стыке стержней из горячекатаной стали (гладких и периодического профилей) или холодносплющенной стали периодического профиля должна быть не менее
где F — площадь сечения одного из стыкуемых стержней (в случае неодинаковых диаметров стыкуемых стержней в качестве F надо принять площадь поперечного сечения большего по диаметру стержня);
ma, Rа — коэффициент условий работы арматуры и расчетное сопротивление стыкуемых стержней;
mа.н Rа.н—коэффициент условий работы арматуры и расчетное сопротивление накладок.
Типы стыков стержней горячекатаной стали (гладких и периодического профилей) при помощи дуговой сварки с применением подкладок и с заваркой торцов показаны на рис. 1, е, ж, з. Подкладки могут быть выполнены в виде желоба или уголка.
Площадь поперечного сечения подкладки Fn в стыке должна быть не менее
где Ra.n — расчетное сопротивление подкладки.
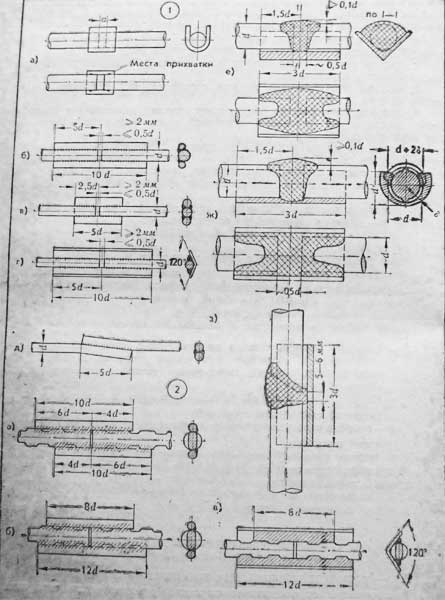 Сварные стыки стержней: 1 - стыки внахлестку и стаки с подкладками и накладками, 2 - стыки холодносплющенной арматуры
Сварные стыки стержней: 1 - стыки внахлестку и стаки с подкладками и накладками, 2 - стыки холодносплющенной арматуры
В зависимости от положения стержней рекомендуются следующие типы сварных стыков:
В стыке, изображенном на рис. 1,з, может быть применена уголковая или желобчатая подкладка. Торец верхнего стыкуемого стержня до сварки должен быть обрезан под углом 30—45°.

Укладка сварных сеток со стыкованием их между собой при помощи сварки производится одним из следующих способов:
Стыкование на месте установки сварных сеток и каркасов при помощи дуговой сварки их рабочих стержней должно осуществляться с соблюдением следующих условий: