Стыки стержней арматуры могут выполняться:
Выбор типа стыка следует производить, сообразуясь с имеющимся оборудованием, видом арматуры, диаметром стержней, расположением стержней в конструкции, назначением конструкции и удобством укладки бетона.
Стыки отдельных стержней и стержней в каркасах рекомендуется осуществлять электросваркой.
Стыкование стержней горячекатаной арматуры диаметром до 16 мм может производиться как путем электросварки, так и внахлестку без сварки, за исключением затяжек, в которых стыки стержней должны быть сварными независимо от диаметра.
Стыки внахлестку без сварки рекомендуется применять при армировании железобетонных конструкций сварными сетками.
Стыки внахлестку могут применяться также для сварных каркасов и для отдельных стержней в случаях, когда сварные стыки трудно осуществимы.
Стыки внахлестку без сварки не следует располагать в местах наибольших моментов.
Стыки рабочей арматуры внахлестку без сварки, применяемой как в виде сеток и каркасов, так и в виде отдельных стержней, должны располагаться вразбежку.
В колоннах, постоянно работающих на сжатие, а также при внецентренном сжатии в сечениях, где эксцентриситет продольной силы еп не превышает величины 0,2h (h—высота поперечного сечения), допускается стыковать в одном сечении всю арматуру.
По длине стыка стержней периодического профиля (горячекатаных и холодносплющенных) внахлестку без сварки в балочных железобетонных конструкциях и в колоннах устанавливаются хомуты диаметром не менее 6,25dp с шагом не более 5dp.
Суммарная площадь поперечного сечення арматуры в растянутой зоне элемента, стыкуемой в одном сечении внахлестку без сварки, не .должна превышать 25% общей площади сечення арматуры. Расстояния между стыками, расположенными в разных сечениях, должны быть не менее длины нахлестки.
Стыки не должны совпадать с местами изгиба стержней.
Стыки, изображенные на рис. 3, а, б, в, могут применяться для сварных сеток из гладких стержней или стержней периодического профиля. Стыки, показанные на листе рис. 3, в, могут применяться только для сварных сеток из стержней периодического профиля.
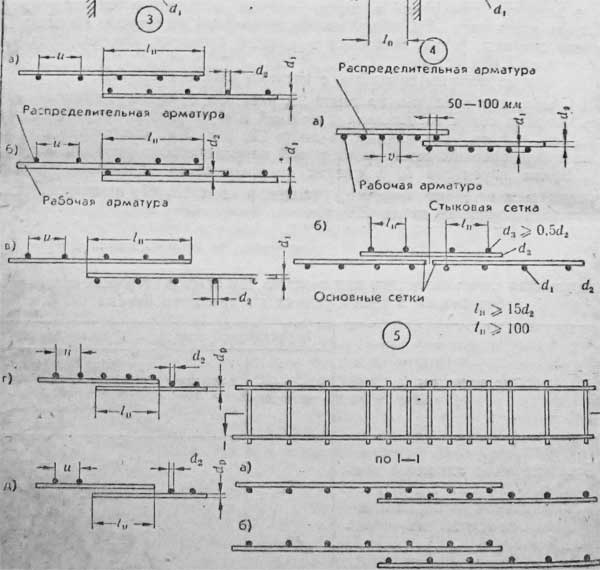
Длина перепуска lн в стыках сварных сеток внахлестку должна приниматься не менее величин, указанных в табл. 2, и должна быть во всяком случае не менее 250 мм.
Таблица 1.
| Тип арматуры | В растянутой зоне | В сжатой зоне | ||
| для плит и стен | для прочих конструкций | при наличии крюков на концах стержней | при отсутствии крюков на концах стержней | |
| Горячекатаная гладкого профиля | 40d |
30 d
|
20 d
|
30 d
|
| Горячекатаная периодического профиля из стали марки Ст. 5 | 40d |
30 d
|
-
|
20 d
|
| То же, из стали марки 25ГС | 50 d |
40d
|
-
|
40d
|
| Холодносплющенная периодического профиля | 45 d |
35 d
|
-
|
35 d
|
Примечание. Величина d обозначает: а) для гладкой стали — фактический диаметр стержня; б) для горячек :ааой стали периодического профиля — расчетный диаметр стержня, численно равный номеру профиля в) для холодно-сплющенной стали—диаметр стержня до сплющивания.
Длина перепуска (нахлестки) lн сварных сеток и каркасов из стержней диаметром до 32 мм (при стыковании внахлестку без сварки)
| Тип рабочей арматуры | Марки бетона | |||
| до 150 включнтельно | 200 и выше | |||
| в растянутой зоне | в сжатой зоне | в растянутой зоне | в сжатой зоне | |
| Горячекатаная периодического профиля из стали марки Ст. 5 | 30d1 | 20d1 | 25d1 | 15d1 |
| Горячекатаная круглая из стали марок Ст. 3 и Ст. 0 и холодносплющенная периодического профиля | 35d1 | 25d1 | 30d1 | 20d1 |
| Из холоднотянутой проволоки, круглая из стали марок Ст. 3 и Ст. 0, подвергнутая силовой калибровке, а также горячекатаная периодического профиля из стали марки 25ГС | 40d1 | 30d1 | 35d1 | 25d1 |
Примечание, d1 — диаметр или номер профиля рабочей арматуры.
Длина перепуска арматуры диаметром 16 мм и более в элементах для легкого бетона марок 100 и 150 увеличивается на 10d1.
Стыки в рабочем направлении сварных сеток из стержней периодического профиля внахлестку (без сварки), расположенные в растянутой зоне, могут осуществляться без приварки поперечных стержней на длине стыка. Поэтому рабочие стержни рекомендуется располагать в одной плоскости, а длина перепуска lн принимается по табл. 2 с увеличением на 5d1.

Стыки сварных сеток в нерабочем направлении следует выполнять либо внахлестку с перепусками на 50 мм при диаметре распределительной арматуры d2<4 мм и на 100 мм при d2> 4 мм (рис. 4,а), либо путем укладки легких стыковых сеток с перепуском на каждую сторону на 15d2, но не менее 100 мм ( рис. 4,б). Стыкование в нерабочем направлении при помощи стыковых сеток рекомендуется при диаметре рабочей арматуры 16 мм и более. При укладке сварных сеток в двух направлениях сетки в нерабочем направлении могут укладываться без перекрывания стыков внахлестку.
Рабочие стыки сварных каркасов с односторонним расположением рабочих стержней, выполняемые внахлестку без сварки (рис. 5),
должны иметь длину перепуска не менее указанной в табл. 2. При этом в каркасе с арматурой из гладких стержней на длине стыка должно располагаться не менее трех приваренных стержней поперечной арматуры.
В балках по длине расположения стыка каркасов должны устанавливаться хомуты с шагом меньше 5d1 или корытообразные сварные сетки с таким же шагом поперечных стержней.
Стыкование в нахлестку без сварки каркасов с двусторонним расположением продольных стержней не допускается.