
Область применения дуговой сварки в арматурных работах ограничивается: сваркой стыков стержней больших диаметров при отсутствии стыковых машин достаточной мощности; сваркой тяжелых сеток, каркасов и блоков; монтажной сваркой при сборке элементов каркасов в крупные блоки
Дуговая сварка производится на постоянном и переменном токе. Эффективные способы дуговой сварки: ванная сварка; электрошлаковая сварка и автоматическая сварка под флюсом.
Сварка открытой дугой и ванная сварка производятся: одиночными электродами типа Э-42 с покрытиями марок ОММ-5, МЭЗ-04 и ЦМ-7 и электродами Э-50А с покрытиями УОНИИ-13/15 или УП2/55; гребенками электродов.
Электрошлаковая и автоматическая сварки производятся голыми электродами с флюсом АН-348А или ФЦ-4. При электрошлаковой сварке разогрев происходит за счет тепла, выделяемого при прохождении тока через расплавленный шлак (флюс).

Для формования стыков и узлов при ванной, электрошлаковой и автоматической сварках применяются стальные накладки и медные формы. Конструкции основных типов сварных стыков, внахлестку и с накладками, показаны на рис. 1 и 2; конструкции сварных узлов тяжелых арматурных каркасов — на рис. 3.
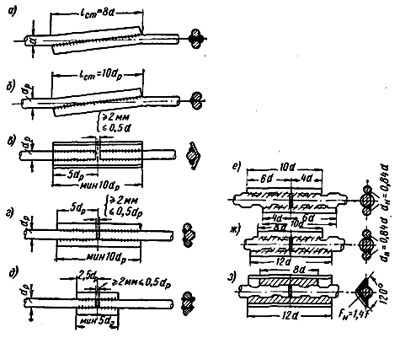 |
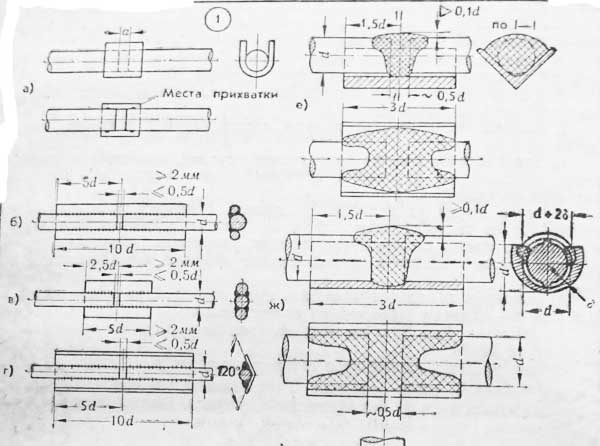
Рис. 1. Конструкции стыков арматурной стали |
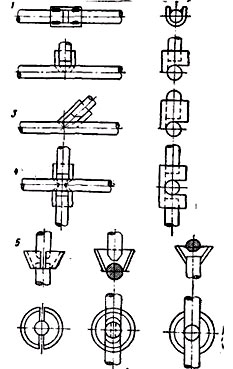 |
Рис. 2. Конструкции стыковых и узловых соединений, выполняемых ванной и электрошлаковой сваркой |
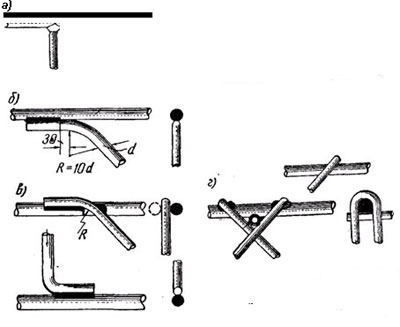 |
Рис. 3. Конструкции сварных узлов тяжелых арматурных каркасов |
Во всех случаях, когда стыкование стержней может быть произведено до монтажа арматуры, рекомендуется применять контактную стыковую сварку.
При помощи дуговой сварки должны, как правило, осуществляться монтажные стыки.
Стыки на дуговой сварке могут выполняться либо внахлестку, либо с подкладками или накладками, а также ванным способом.

Стыки холодносплющенных стержней периодического профиля могут выполняться на дуговой сварке только с накладками.
Стыкование стержней горячекатаной арматуры диаметром более 16 мм должно производиться путем электросварки, преимущественно контактной стыковой сварки.
Дуговая сварка стыков внахлестку или с накладками, а также ванным способом допускается лишь при невозможности осуществления контактной сварки. При этом для стыкования стержней диаметром от 20 мм и более следует применять преимущественно сварку ванным способом (рис. 1, а).

Величина а зазора между торцами стержней должна быть (при d<50 мм) не более Id.
Стыкование стержней арматуры из стали, подвергнутой холодной, обработке, должно проводиться с соблюдением следующих требований-.

Дуговая сварка стыков (внахлестку и с накладками) стержней горячекатаной стали гладкого и периодического профилей должна производиться не менее чем двумя фланговыми швами.
 - Сварные стыки стержней, 1 - стыки внахлесткуи стыки с подкладками и накладками
- Сварные стыки стержней, 1 - стыки внахлесткуи стыки с подкладками и накладками
При этом должны соблюдаться также следующие указания:








