
Трубы больших диаметров изгибают в холодном состоянии, на трубогибочных станках с применением специальных внутренних оправок. Также в строительстве изгибают трубы в нагретом состоянии.
В комплекс работ по горячему изгибанию труб - входят: набивка труб песком, разметка под изгибание, нагрев, изгибание.
Для сохранения круглого сечения трубы и предотвращения образования складок на внутренней части изгиба трубу набивают кварцевым прокаленным песком.
Песок сначала просушивают при температуре 150—500°, а затем просеивают через сито с ячейками размером 3,3X3,3 мм.
Перед набивкой песком трубу с одного конца заглушивают деревянной пробкой. После того как один конец трубы заглушён, труба подается к вышке для набивки песком и устанавливается в вертикальном или слегка наклонном положении.
Для уплотнения песка трубу непрерывно обстукивают. Набивка и обстукивание труб производятся вручную или механизированным способом.
От уплотнения песка зависит качество изгиба.
Хорошо набитая труба издает при каждом ударе одинаковый глухой звук.
Устройства для набивки труб песком разделяются на установки с обколачивающим механизмом и установки с встряхивающим механизмом.
Перед изгибанием труб, набитых песком, на них размечают мелом места расположения изгибов по шаблону.
Нагрев труб перед изгибанием производится в горнах или печах.

Максимальная температура нагрева стальных труб не должна превышать 1050°, гибка должна заканчиваться при температуре не ниже 650°.
Изгибание труб производится на специальных плитах, в которых устанавливаются стойки, являющиеся упорами для нагретой части трубы, а также прижимы, которыми прикрепляется один конец трубы к плите.
На свободный конец трубы надевают трос, соединенный со шпилем или лебедкой. Изгибание трубы производится натяжением троса.
Для предохранения стенок трубы от вмятин между стойками и трубой закладывают металлические или деревянные прокладки прямой или изогнутой формы. Под свисающий конец трубы, на которой надевается трос, ставится (если в этом есть необходимость) тележка или подставка.
Трос, который идет от трубы к лебедке, должен во время гибки находиться в плоскости прогиба трубы, чтобы конец трубы не опускался и не поднимался.
Необходимо следить также за тем, чтобы во время гибки угол между направлением троса и трубой сохранился близким к 90°, так как при угле больше 90° будет вытягиваться затылочная часть погиба или трос будет стягиваться с трубы, а при остром угле могут образоваться складки на внутренней части погиба.
Для предотвращения такого сдвига применяют направляющие блоки, которые устанавливаются на пути троса от лебедки к трубе.
Для предупреждения чрезмерного вытягивания стенки наружной части прогиба (затылка) при гибке производят охлаждение ее водой. Трубы из легированных сталей охлаждать водой не разрешается во избежание закалки и образования волосных трещин.
Контроль конфигурации трубы в процессе гибки производят по проволочному шаблону.

Складки, появившиеся на внутренней части прогиба трубы, разглаживаются гладилкой, при этом разглаживание может производиться в процессе либки или после нее, но при температуре нагревания трубы не ниже 650°. Разглаживание складок можно производить также ударами кувалды или полукруглого молотка с радиусом закругления не меньше 10 мм. Складки, высота которых не превышает 3—4% диаметра трубы, не разглаживаются.
Во время гибки сечение трубы в месте прогиба может получить овальную форму. Величина такого сечения в соответствии с существующими техническими условиями не должна превышать 8% величины наружного диаметра.
Получившаяся в месте прогиба трубы овальность может быть немного уменьшена, если трубу сначала согнуть на 1—5° больше соответствующего угла по шаблону, а затем разогнуть ее до совмещения угла погиба на трубе с углом прогиба на шаблоне.
Если температура стальной трубы во время гибки снизилась до 650°, но погиб еще не достиг заданного угла по шаблону, гибка прекращается и труба подвергается вторичному нагреву и последующей гибке.

При гибке трубы, имеющей несколько погибов в разных плоскостях, крепление трубы в плите производится так, чтобы очередной погиб находился в плоскости плиты.
После окончания гибки из трубы удаляют пробки и песок (выжигание пробок во избежание засорения песка углем не допускается).
Изгибание труб нужно делать с радиусами, установленными техническими условиями и правилами. В холодном состоянии стальные трубы изгибают на специальных станках. Так, например, изгибание труб диаметром до 200 мм может производиться на станке типа ВМС-24 или конструкции инж. Н. Ф. Волевача.
Трубы диаметром 1/2—1" изгибают на ручных и приводных станках типа Вольнова — Спиридонова, а трубы диаметром 1" и выше — на приводных станках типа «Максимум», СТД .
Размеры роликов (рис. 1) у станков для различных диаметров труб приведены в табл. 1.
Внутренний диаметр ролика должен соответствовать радиусу изгибания, принятому при расчете заготовительной длины детали.
Расстояние (рис. 1,б) между центрами роликов и размер 1 (рис. 2,в) серьги указаны в табл. 2 и 3.
Изгибание отдельных деталей из прямых отрезков труб производится в соответствии с нижеследующими указаниями.
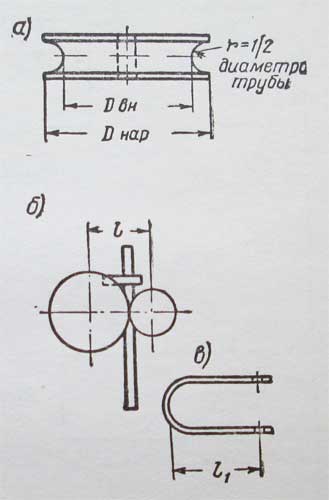
фото Размеры роликов и серьги у трубогибочного станка
Таблица 1.
| Диаметр труб в дюймах | Неподвижный ролик | Подвижный ролик | ||
| внутренний диаметр Dвн |
наружный диаметр D нар | внутренний диаметр Dвн |
наружный диаметр D нар | |
|
1
|
156
|
200
|
196
|
230
|
|
1 1/4
|
168
|
212
|
170
|
215
|
|
1 1/2
|
205
|
255
|
119
|
168
|
|
2
|
300
|
370
|
190
|
200
|
|
2 1/2
|
365
|
450
|
80
|
160
|
Изгибание отвода. При изгибании отвода (рис. 1) необходимо знать расстояние а—х от конца трубы до серьги. Рекомендуется зажимать в серьгу более длинный конец, а отгибать короткий.
Таблица 2. Расстояние между центрами роликов
| Диаметр труб в дюймах |
Расстояние l в мм |
|
1
|
230
|
|
1 1/4
|
230
|
|
1 1/2
|
230
|
|
2
|
340
|
|
2 1/2
|
340
|
Таблица 3. Размер серги
| Диаметр труб в дюймах |
Размер серьги /, в мм | |
| Станок Вольнова | Станок „Максимум" | |
|
1/2
|
50
|
-
|
|
3/4
|
60
|
-
|
|
1
|
-
|
70
|
|
1 1/4
|
-
|
85
|
|
1 1/2
|
-
|
95
|
|
2
|
-
|
120
|
|
2 1/2
|
-
|
160
|
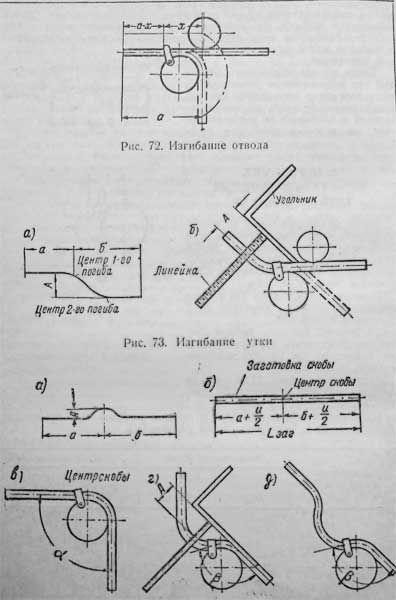
фото изгибание скобы.
Величину х для труб разных диаметров при различных углах изгиба см. в табл. 4.
Изгибание уток. При изгибании утки (рис. 2,а) необходимо, чтобы угол а изгибания соответствовал вылету А.
Первое изгибание размечают и производят аналогично изгибанию отвода. Определив при помощи угольника и линейки (рис. 2,6) вылет А, производят второе изгибание.
Изгибание скобы Изгибание скобы (рис. 2,а) производится в три приема. Угол изгибания должен соответствовать вылету А скобы.
Таблица 4.
| Угол изгиба а в град. | Величина х для труб диаметром и в дюймах | ||||||
| 1/2 | 3/4 | 1 | 1 1/4 | 1 1/2 | 2 | 2 1/2 | |
|
90
|
95
|
125
|
180
|
210
|
245
|
300
|
400
|
|
105
|
85
|
110
|
160
|
185
|
215
|
260
|
350
|
|
120
|
75
|
100
|
140
|
165
|
190
|
225
|
310
|
|
135
|
65
|
90
|
125
|
150
|
170
|
195
|
275
|
|
150
|
55
|
80
|
110
|
135
|
150
|
170
|
245
|
Размеры х для промежуточных углов изгиба, находимые интерполяцией, должны быть проверены пракшчески для каждого станка.
Вначале определяют центр скобы (рис. 2,6) и затем изгибают отвод, как показано на рис. 2;з. Далее производят второе изгибание (рис. 2,г) с промером вылета А линейкой и угольником.

Таким же образом производят третье изгибание (рис. 2,д).
Вместо гнутья можно применять штамповку.







Широбоков Андрей
18 мар