
Сварка вертикальных швов автоматическим способом производится под флюсом с принудительным формированием.
Для сварки вертикальные стыковые соединения (без скоса кромок) собирают с зазором 8—12 мм.
С одной стороны стыка закрепляется медная полая накладка (рис. 1), охлаждаемая проточной водой
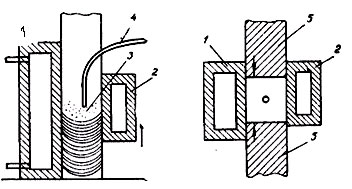 Изогнутая электродная проволока 4 занимает положение между кромками 5. Автоматическая головка имеет медный полый ползун 2, также охлаждаемый водой.
Изогнутая электродная проволока 4 занимает положение между кромками 5. Автоматическая головка имеет медный полый ползун 2, также охлаждаемый водой.
Наплавка происходит снизу вверх в «форму», образованную свариваемыми кромками и медными планками, в которой удерживается жидкая ванна металла 3.
Вследствие соприкосновения ее с неподвижной медной планкой и подвижным медным ползуном происходит охлаждение и застывание металла шва.
Сварка стыковых соединений в вертикальном положении с принудительным формированием может производиться как дуговым, так и бездуговым— электрошлаковым процессом.
Бездуговой процесс с принудительным формированием применяется при сварке металла больших толщин (более 30 мм).
Полуавтоматическая шланговая сварка осуществляется при механической подаче сварочной проволоки диаметром 1,2—2 мм из катушки через гибкий шланг в трубчатый мундштук, закрепленный в держателе.
К мундштуку подводятся также сварочный ток и флюс. Держатель перемещается вдоль свариваемого шва вручную.
С 1940 г. началось повсеместное применение автоматической сварки закрытой дугой под слоем порошкообразных флюсов.
Голая электродная проволока 1, помещенная в кассете 2, с помощью подающего механизма сварочной головки перемещается к изделию.
Дуга горит в толстом слое (50—70 мм) стекловидного гранулированного флюса 3, поступающего в зону сварки из специального бункера 4.
При поступательном перемещении автомата или изделия образуется сварной шов 5, покрытый шлаковой коркой 6.
Большая часть флюса, оставшаяся нерасплавленной, инжекторным флюсоотсасывающим устройством 7 собирается с поверхности изделия и вновь поступает в бункер.
Основная особенность описанного процесса сварки заключается в повышении качества металла шва благодаря тому, что флюс обеспечивает устойчивое горние дуги и защиту сварочной зоны от влияния воздуха.
Так же флюс способствует замедлению скорости охлаждения шва.
Подбором состава флюса можно осуществить легирование металла шва.
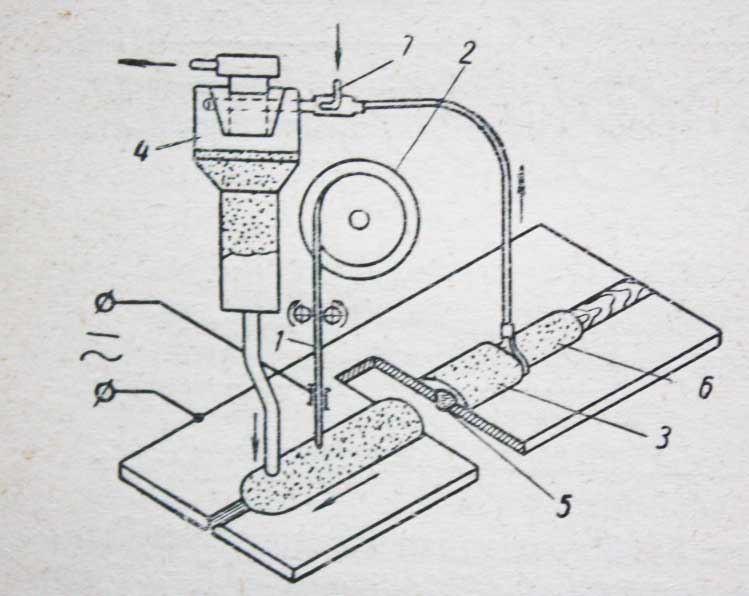
Рис.2 Схема установки для автоматической сварки под флюсом
При автоматической сварке наиболее широко применяются флюсы, представляющие собой шлаковые системы, построенные на базе силикатов и окислов марганца, кальция или магния.
Таблица. Плавленные флюсы, применяемые при сварке малоуглеродистых сталей
|
Марка флюса
|
Химический состав, %
|
|||||||
|
Si02
|
МпО
|
CaF2
|
MgO
|
СаО
|
Аl2O3
|
FeO
|
Fe2О3
|
|
|
не более
|
||||||||
|
ОСЦ-45
|
38,0-44,0
|
38,0-47,0
|
6,0-9,0
|
до 2,5
|
до 6,5
|
до 5,0
|
-
|
2,0
|
|
АН-348А
|
41,0-44,0
|
34,0-38,0
|
4,0-5,5
|
5,5-7,5
|
до 6,5
|
до 4,5
|
-
|
2,0
|
|
ФЦ-7
|
46,0-48,0
|
24,0-26,0
|
5,0-6,0
|
16,0-18,0
|
до 3,0
|
до 3,0
|
1,5
|
-
|
|
АН-10
|
20,0-23,0
|
29,5-33,5
|
18,0-24,0
|
до 1,2
|
3,0-7,0
|
19,0-21,0
|
1,5
|
-
|
Химическая активность этих шлаков относительно невелика, но при высоких содержаниях окислов марганца и кремния наблюдается восстановление их железом. Происходящее при этом дополнительное легирование металла шва марганцем и кремнием обеспечивает возможность получения швов, не склонных к образованию пор и трещин.
Высокая степень легирования различными элементами легко достигается при сварке под керамическими флюсами, которые состоят из шлакообразующих компонентов и ферросплавов, сцементированных жидким стеклом.
В последнее время начинают находить применение бескислородные флюсы, изготавливаемые из различных фтористых соединений.
При автосварке под флюсом производительность повышается в 10—40 раз в сравнении с ручной сваркой. Это обусловлено применением больших сил токов (1000-3000 а), а также лучшим использованием тепла дуги.
Благодаря лучшему использованию тепла и отсутствию потерь электродного металла при автосварке под флюсом уменьшается расход электроэнергии и проволоки.
Весьма существенны и эксплуатационные достоинства сварки под флюсом.
Они выражаются в улучшении условий труда в сварочных цехах, что обусловлено уменьшением выделения пыли и газов и отсутствием светового излучения дуги.
Для выполнения автоматической дуговой сварки под флюсом широко применяют самоходные сварочные головки и тракторы.
Этот аппарат состоит из трех отдельных узлов.
Технические данные аппарата АБС приведены в табл. 2.
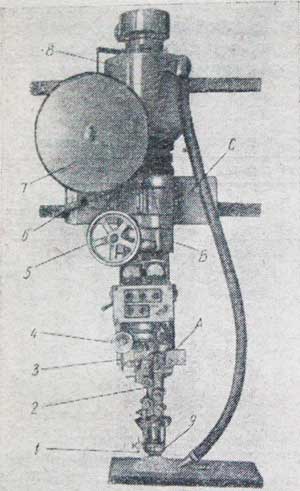
Рис.3 Универсальный сварочный аппарат АБС
1 — указатель; 2 — мундштук; 5 —механизм подачи; 4 -корректор; 5 — маховичок вертикального подъема; 6 — рукоятка фрикциона; 7 — кассета со сварочной проволокой; 8 — флюсоаппарат; 9 — направляющая воронка
Особенно широко распространены одноэлектродные сварочные тракторы — легкие самоходные тележки, перемещающиеся непосредственно по свариваемому изделию.
Этот аппарат предназначен для сварки под флюсом прямолинейных и круговых швов стыковых, угловых и нахлесточных соединений.
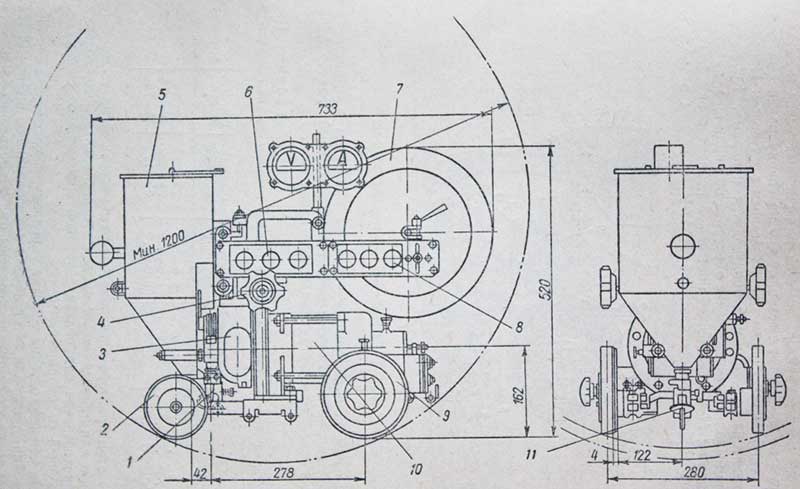
Рис.4 Сварочный трактор ТС-17-Р
Трактор опирается на изделие обрезиненными ведущими бегунками 9 и передними съемными бегунками 2.
Электродвигатель 10 с постоянным числом оборотов приводит в движение механизм вращения бегунков 9 и механизм подачи сварочной проволоки 3.
Оба Механизма с коробками сменных шестерен смонтированы вместе с электромотором в одном общем корпусе, имеющем, мундштук 1 для подвода тока к электродной проволоке, бункер 5 для флюса, пульты управления 5 и 8 и кассету 7 со сварочной проволокой.
В комплекте трактора имеется ряд сменных узлов и деталей, которые осуществляют настройку его на сварку различных типов соединений вертикальным или наклонным электродом. Направление трактора по линии шва производится копирами. Кроме того, можно выполнить направление электрода по линии шва, пользуясь указателем 11 и механизмом поперечной корректировки 4.
Технические характеристики трактора ТС-17-Р приведены, в таблице.
Технические данные самоходных головок и тракторов для сварки под флюсом.
|
Тип аппарата
|
Наибольший сварочный ток, а
|
Диаметр сварочной проволоки, мм
|
Скорость подачи проволоки, м/ч
|
Скорость сварки, м/ч
|
Масса, кг
|
|
АБС
|
1500
|
2,0-6,0
|
29—220
|
14—110
|
160
|
|
ТС-17-Р
|
1200
|
1,6-5,0
|
56-435
|
16-126
|
42
|
|
АДС-1000-2
|
1200
|
3,0-6,0
|
30-120
|
15—70
|
65
|
Другим широко распространенным аппаратом для автоматической сварки под флюсом является двухмоторный трактор АДС-1000-2 (рис. 5) .
В этом тракторе электромотор, расположенный на тележке 1, служит для привода механизма двигателя, а электромотор головки 13 - предназначен для подачи сварочной проёолоки со скоростью, зависящей от напряжения дуги.
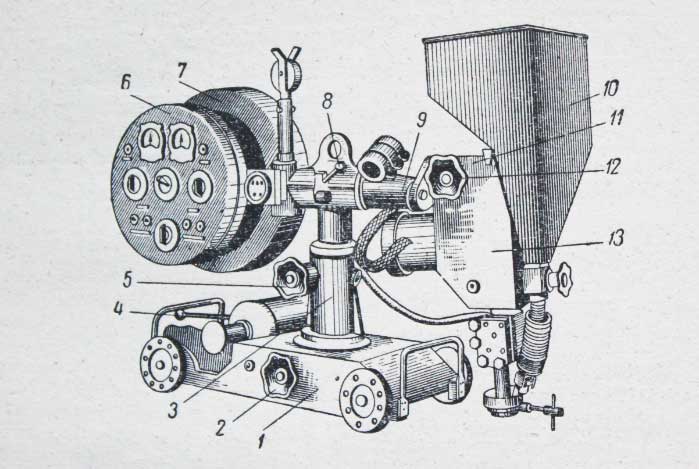
Рис. 5 Сварочный трактор АДС-1000-2
На четырехколесной тележке укреплена на поперечном суппорте стойка 3, которая несет на себе горизонтальную штангу 9. На левом конце этой штанги укреплены пульт управления 6 и кассета с проволокой 7, а на правом— сварочная головка 13 и бункер с флюсом 10.
Штанга может поворачиваться как около своей оси, так и относительно оси стойки. Сварочная головка может также изменять свое положение, так как она укреплена на штанге при помощи шарнира, фиксируемого зубчатыми полумуфтами.
Таким образом, можно придавать электроду при сварке различные положения в пространстве, фиксируй головку рукоятками 8, II и маховичком 5.
Для вертикального перемещения головки служит рукоятка 12.
Перемещение стойки по направлению, перпендикулярному к линии движения трактора, осуществляется маховичком 2.
Рукоятка 4 служит для выключения фрикционного сцепления передачи от мотора к ведущим бегункам трактора.
Автоматическая сварка под флюсом — один из основных способов выполнения сварочных работ в промышленности и строительстве. Обладая рядом важных преимуществ, она существенно изменила технологию изготовления сварных конструкций, таких как металлоконструкции, трубы большого диаметра, котлы, корпуса судов.







