В Германии для сварки листов полихлорвинилового пластиката внахлестку применяли полуавтоматы, работающие на горячем воздухе (рис. 1.) Прижим листов осуществляют через ролик под действием пружины. Темный шов при сварке означает, что он хорошо проварен.
В настоящее время имеются опытные образцы установок для сварки полихлорвинилового пластиката токами высокой частоты. Следует при этом оговориться, что такая сварка для полиизобутилена с сажей и графитом (ПСГ) неприменима из-за его высокой теплопроводности.
В установке используется генератор, например УКВ-3. Наиболее экономично применение высокочастотного нагрева при толщине листов 0,3 —2,5 мм. Производительность при этом способе в 5— 10 раз выше, чем у других, а именно до 15 м/мин. Для листов пластиката применяют непрерывно последовательную сварку, когда листы движутся между роликами рис. 2).
При работе по сварке термопластов необходимо соблюдать правила обращения с газовыми баллонами и ацетиленовыми генераторами. К работе допускаются лишь лица, изучившие устройство и правила эксплуатации аппаратуры для сварки.

Рис. 1. Полуавтомат для сварки листов полихлорвинилового пластиката
Шланги, находящиеся под давлением должны присоединяться хомутами, и все места соединений газовой линии надо периодически проверять. Баллоны должны находиться на расстоянии не менее 5 м от горелки, причем обязательно вне помещения, и быть в укрепленном от падения состоянии.
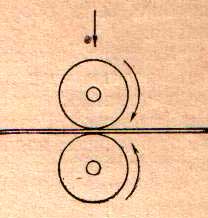
Рис.2. Схема непрерывно-последовательной сварки термопластов токами высокой частоты
Зажигание газовых горелок должно производиться специальными кремневыми или электрическими зажигалками.
В случае выполнения работ то сварке в закрытом помещении в нем обязательно должна быть оборудована вытяжная вентиляция.