
Сваи оболочки железобетонные, называемые иногда полыми сваями, в настоящее время широко применяются в гидротехническом и промышленном строительстве.
Широкому распространению железобетонных свай-оболочек способствовало быстрое внедрение в строительство вибропогружателей, которым в основном и погружаются в грунт сваи-оболочки.
В строительстве круглые сваи по размерам их сечения:
Полые сваи применяются закрытыми и открытыми снизу. Закрытые снизу сваи снабжаются железобетонным или стальным башмаком и работают в грунте как обычные сплошные сваи. Диаметр полых свай, закрытых снизу, обычно не превышает 50—60 см, так как при большем диаметре стенки сваи метут разрушиться при погружении.
Полые сваи большого диаметра (0,6 — 1,5 м) погружаются открытыми снизу. Для того чтобы свая не разрушилась при встрече с препятствием или при погружении в плотный грунт, на нижнем торце стенок ставится стальной кольцевой нож, к которому приваривается продольная арматура. При погружении такой сваи грунт в зависимости от своих качеств заполняет полость сваи полностью или частично.
При очень больших нагрузках, когда стенки сваи по своей прочности недостаточны для передачи нагрузки, грунт, проникающий внутрь сваи, удаляют, а освободившуюся полость заполняют бетонной смесью. Сваи такого типа употребляются преимущественно при постройке мостов.
В жилищном, промышленном и гидротехническом строительстве, где нагрузки на сваю обычно значительно меньше, чем при строительстве мостов, грунт из внутренней полости не удаляют и сваю заполняют бетоном только в ее голове для соединения с вышележащей конструкцией (обычно на 1—2 м верха сваи).
Полые сваи оболочки железобетонные изготовляются из отдельных звеньев, соединяемых электросваркой, на болтах или специальными вкладышами. На рис. 1 показана конструкция звена полых свай диаметром 78 см,
Закладные кольца, выполняемые на заводе металлоконструкций, должны иметь размеры, в точности соответствующие допускам, указанным на чертежах, так как иначе стыки не будут подходить один к другому, что чрезвычайно затруднит соединение звеньев между собой.
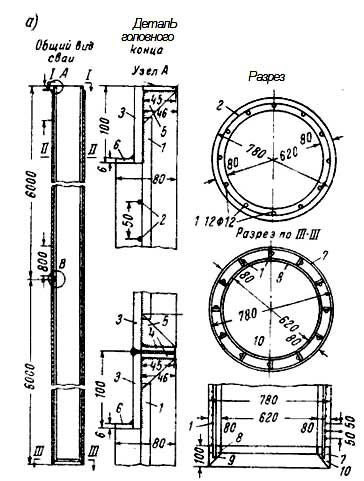
На полигоне или на заводе к готовым закладным кольцам привариваются стержни продольной арматуры, причем необходимо обращать особое внимание на то, чтобы закладные кольца устанавливались под прямым углом к продольной оси сваи. Для соблюдения этого требования, а также для того, чтобы точно выдерживать длину каркаса, кольца устанавливаются на кондукторе из стальной балки с приваренными по концам строго вертикально конструкциями из уголков с подкосами.
Для того чтобы стержни арматуры после приварки их концов к кольцам не провисали внутрь каркаса, посредине звена устанавливаются монтажные круги из арматурной стали, к которым привариваются стержни продольной арматуры (рис. 1 ).
Концы арматуры следует приваривать в разбежку, чтобы кольца не деформировались от влияния температуры. Это требование необходимо соблюдать и при сварке звеньев. После приварки концов продольной арматуры навивается спиральная арматура, которая привязывается к продольной. Готовый каркас должен перемещаться весьма осторожно с помощью трубы, вводимой внутрь него, так как при зацеплении крюками за венцы арматура прогибается, а стыковые кольца принимают к продольной оси наклонное положение.
Звенья свай бетонируются различными способами, из которых чаще всего применяется центрифугирование и бетонирование в горизонтальном положении на вибростоле.

При центрифугировании в нижнюю половину стальной формы укладывают арматурный каркас, который закрывают сверху второй полуформой. Обе полуформы соединяются струбцинами. Форма с каркасом укладывается на ролики станка и приводится во вращение с большой скоростью. В торцовые отверстия формы специальными ковшами загружается бетонная смесь, которая под действием центробежной силы отбрасывается к стенкам формы и образует стенки сваи. После бетонирования изделие с формой пропаривается.
При бетонировании по второму способу стальную форму с вложенным в нее арматурным каркасом укладывают на вибростол, заводят внутрь формы стальную трубу-вкладыш и при начавшейся вибрации с помощью передвижного бетоноукладчика загружают бетонную смесь в форму через отверстия в верхней полуформе. Вибрирование продолжается в течение 20 мин., после чего изделие заглаживается площадочным вибратором, вкладыш извлекается и форму с изделием подают в пропарочную камеру.
Этот способ получил за последнее время большое распространение благодаря своей простоте и малой стоимости оборудования.
В настоящее время сваи оболочки железобетонные изготовляются большого диаметра, сборными, напряженно-армированными высокопрочной проволокой периодического профиля, диаметром 5 мм. Наружный диаметр таких свай 75, 100, 120 и 160 см, длина секции 4, 5, 6, 7 и 8 м, толщина стенок 6—12 о Длина свай от 8 до 25 м.
Применяются железобетонные сваи-оболочки при возведениина слабых грунтах, сейсмоопасных регионах:






