
Технология сварки трубопроводов
Основные данные об электродах
Для сварки стыков трубопроводов, сооружаемых из углеродистой и низколегированной стали, применяются электроды.
Электроды должны соответствовать паспорту и удовлетворять требованиям ГОСТу.
Одно из основных требований к качеству электрода — отсутствие эксцентричности покрытия и недопустимость образования козырьков в процессе горения
Электроды должны быть сухим. Для избежания намокания электродов запрещается укладыватьих на землю.
Перед сваркой рекомендуется подсушить электроды при температуре 150—180° в течение 40—50 мин.
Сушка электродов может осуществляться в сушильных шкафах или в сушилках, устанавливаемых на сварочные агрегаты и использующих тепло отходящих газов.
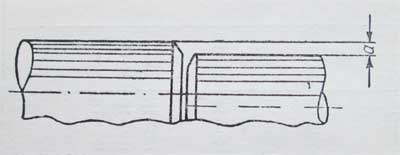
Подготовка кромок труб под сварку и стыковка
Кромки труб толщиной 8—12 мм должны иметь угол скоса 30—Зб3 на сторону и притупление 1,5—2,5 мм.
Перед сваркой кромки свариваемых труб должны быть тщательно очищены от ржавчины,окалины и грязи на расстоянии 10—20 мм по обе стороны стыка.
Удаление ржавчины с поверхности металла может производиться стальными щетками (желательно вращающимися с моторным приводом) или напильником.
При сборке смещение кромок не должно превышать цифр, приведенных в табл. 1.
При сборке в секцию (в нитку) трубы диаметром до 350 мм должны быть прихвачены тремя прихватками, расположенными одна от другой на 120°. Для труб диаметром более 350 мм число прихваток увеличивают до четырех
Длину каждой прихватки принимают 40—50 мм для поворотных стыков и 60—70 мм для потолочных. Высота прихватки должна составлять 40—50% толщины стенки трубы.
При значительных колебаниях дневных и ночных температур окружающего водуха (свыше 25°) рекомендуется при сборке труб в нитку постановку прихваток заменить приваркой стыка первым слоем шва усиленного сечения.
| Толщина стенок трубы в мм | Допускаемое смещение а в мм |
| 8 | 1,5 |
| 9 | 2,0 |
| 10 | 2,0 |
| 12 и более | 2,5 |
Величину зазора проверяют шаблоном в трех-четырех местах. Нормальная величина зазора указана в табл. 2.
Нормальная величина зазора между свариваемыми кромками труб после прихватки.
| Толщина стенок труб в мм | Зазор при сварке в мм |
| 5-6 | 1,5+0,5 |
| 7-9 | 2 + 0,5 |
| 10-11 | 2,5+0,5 |
| 12 | 3+0,5 |
Технология и режимы сварки
Сварка стыков производиться сварщиками, которые прошли предварительные испытания по сварке данной маркой электродов.
Сварку труб с толщиной стенки 8—12 мм выполняют в три слоя.
После сварки каждого слоя шов и прилегающую к нему зону очищают от шлака и брызг.
Наложение слоев при сварке поворотных стыков производится, как показано на рис.
После прихватки в трех точках (рис. а) накладывают первый слой на верхнюю полуокружность стыка, а затем, после поворота трубы на 180° (рис. б), накладывают первый слой на вторую полуокружность стыка.
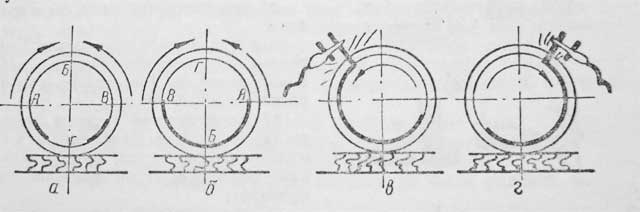
рис. Наложение слоев при сварке поворотных стыков
Наложение второго слоя (рис. е) производится при постепенном поворачивании трубы в полувертикальном положении. Третий слой варится так же, как и второй, но в обратном направлении (рис. г).
При сварке электродами УОНИ-13/45 необходимо поддерживать очень короткую дугу.
Короткая дуга при сварке первого слоя электродами УОНИ-13/45 должна поддерживаться автоматически путем опирания конца чехла покрытия о свариваемую поверхность. Электрод при этом должен иметь наклон верхнего конца в сторону движения электрода на угол 65—80°.
Первый слой шва должен иметь вогнутую поверхность и обеспечивать полный провар кромок и корня шва. Второй слой должен заполнять разделку на 70—80% и обеспечивать полный провар кромок свариваемых труб. Третий слой должен обеспечивать плавный переход от сварного шва к основному металлу и иметь усиление не менее 1 мм и не более 30% от толщины стенки трубы для поворотных стыков, а для потолочных стыков 2—2,5 мм, но не более 40% от толщины стенки трубы.
Сварка стыков электродами ОММ-5, ЦМ-7 и МЭЗ-04 может производиться на постоянном и переменном токе.
Сварка электродами УОНИ-13/45 может производиться только на постоянном токе при обратной полярности.




