Контроль качества сварных швов пластиката заключается в испытании прочности их на разрыв. Прочность сцепления листов проверяют ножом.
Герметичность швов устанавливают заливкой водой, керосином или подачей сжатого воздуха при небольшом давлении. В последнем случае швы смачивают предварительно мыльным раствором, тогда в местах плохой сварки образуются мыльные пузыри.
Лучше всего и удобнее проверить непроницаемость сварных швов, так же как и целостность всего листа, электроискровым способом при помощи дефектоскопа (рис. 1).
От индуктора 1 ток высоким напряжением 15-20 кв передается на щупы-щетки из тонкой медной проволоки, укрепленные на рукоятках из диэлектрического материала (например, полиэтилена). На одной из щеток имеется индикаторная неоновая лампа 2.
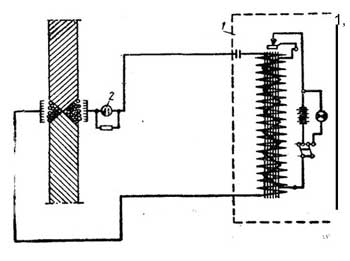
Рис. 1. Схема электроискрового дефектоскопа
В момент прохождения щеток под дефектным местом между ними пробивает искра и в это время зажигается неоновая лампа.
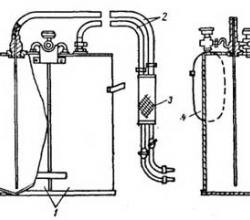
Для газопламенного напыления термопластов применяют специальную компактную установку УПН-4Л, изготавливаемую Барнаульским аппаратно-механическим заводом.
В комплект установки входит специальная горелка, к которой подается из воронкообразного приемника при помощи сжатого воздуха порошок термопласта, а также баллон с горючим газом (ацетиленом или пропаном).
Аппарат для набрызга стеклопластика включает компрессор, два напорных бачка, машинку для рубки стекловолокна и специальный пистолет. В одном бачке находится полиэфирная смола, а в другом — отвердитель.
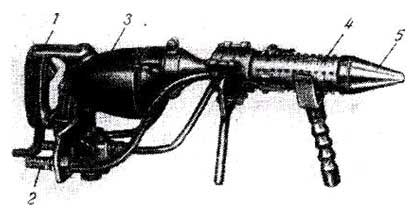
Рис. 2. Пистолет для нанесения стекловолокна и полиэфирной смолы на форму
1 — ручка; 2 — смола; 3 — приспособление для резки стекла; 4 — смесительная камера; 5 — распылительное сопло
Оба вещества при помощи сжатого воздуха подают в сопло пистолета, куда через третий шланг диаметром 10 см поступает рубленое стекловолокно. Указанный аппарат позволяет за час нанести слой стеклопластика толщиной 1,5 мм на площади в 70 м2.
Помимо указанного пистолета, применяют пистолеты, в которых рубка стекловолокна происходит внутри них (рис. 2).