Соединение встык, при котором части изделий соединяются по своим торцовым поверхностям (рис. 1, 1). Это наиболее рациональная форма сварного соединения. При сварке встык листовых элементов шов может быть расположен перпендикулярно к действующим силам (прямой шов) или под углом к ним (косой шов). Косой стык более прочен, чем прямой.
Стыковые соединения различают в зависимости от толщины листов и подготовки кромок:

Сварные швы, как правило, имеют с обеих сторон утолщение, компенсирующее неровности наружной поверхности шва и возможные ослабления из-за внутренних пороков.
Соединение внахлестку, при котором боковые поверхности соединяемых изделий частично перекрывают друг друга (рис. 1, 2).
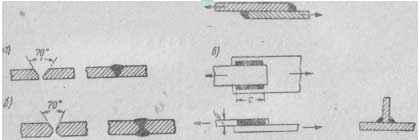
Рис.1. Типы сварных соединений 1- встык, 2- внахлестку, 3- впритык
Для соединения внахлестку применяются валиковые швы. Валиковый шов, направленный перпендикулярно к действующему усилию, называется лобовым (рис. 1, 2а). Валиковый шов, направленный параллельно действующему усилию, называется фланговым (рис. 1,2б) Соединение впритык (в тавр), при котором торец одного из изделий соединяется с боковой поверхностью другого (рис. 1, 3).
Положение шва в пространстве может оказать влияние на качество сварки.
Сварка, при которой электрическая дуга находится над свариваемыми частями, называется нижней; она наиболее легкая и обычно обеспечивает лучшее качество шва.
Сварка вертикальная, при которой сварной шов располагается вертикально на вертикальной поверхности изделия, значительно сложнее.
Труднее горизонтальная сварка, при которой сварной шов располагается горизонтально на вертикальной поверхности. Наиболее трудной является верхняя (потолочная) сварка, когда электрическая дуга находится под свариваемыми частями. Такая сварка обычно поручается только высококвалифицированному сварщику.
При проектировании сварной конструкции нужно предусмотреть возможность нижней сварки для наибольшего количества швов.
Техника сварочных швов