
При сварке на высокомарганцевых флюсах применяется малоуглеродистая электродная проволока марок I, IA и II и проволока с повышенным содержанием Мn (в среднем Мn~ 1%).
Флюсы для автоматической сварки получают плавлением (при t—1500°) исходного сырья в пламенных или электрических печах с последующей грануляцией. Сырьем для флюсов служат песок, марганцевая руда, плавиковый шпат, известняк, мел, доломит, магнезит, каолин.
После грануляции флюс просушивается и просеивается для удаления пыли и слишком крупных зерен (свыше 3—5 мм).
Повышение содержания Мп в флюсе уменьшает возможность образования в шве трещин, появляющихся при избытке серы в основном металле.
Советские изобретатели предложили новый метод автоматического управления сварочной дугой по принципу постоянной скорости подачи электрода к изделию. Использование этого метода чрезвычайно упростило конструкцию и эксплуатацию сварочных головок нового типа.

Сущность этого способа заключается в том, что случайное уменьшение длины дуги понижает сопротивление сварочной цепи, благодаря чему сила тока возрастает и скорость плавления электрода увеличивается; наоборот, при случайном увеличении длины дуги сопротивление сварочной цепи возрастает, что уменьшает силу сварочного тока и замедляет скорость плавления электрода. Таким образом создаются автоматическое саморегулирование процесса горения дуги и высокая устойчивость заданного режима сварки.
Это открытие советских изобретателей является крупным достижением сварочной техники и лежит в основе современного быстрого развития автоматизации электродуговой сварки
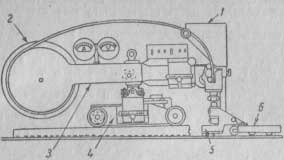
Рис. 1. Общий вид универсального сварочного трактора: 1—бункер для флюса; 2—кассета с электродной проволокой; 3—поворотное коромысло; 4—самоходная каретка; 5—распределитель флюса; 6—копирное устройство.
Применяются сварочные установки для сварки прямолинейных швов, круговых, криволинейных или различных их сочетаний.
Универсальным устройством является сварочный трактор, который представляет собой самоходную тележку, перемещающуюся непосредственно по свариваемому объекту (рис. 256).
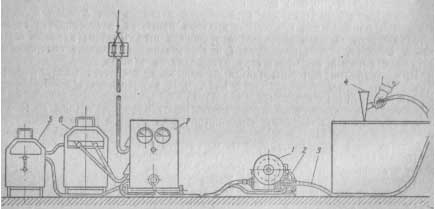
Рис. 2. Общий вид шлангового полуавтомата: 1 — кассеты с электродной проволокой; 2 — механизм подачи; 3 — шланг; 4 — держатель; 5 — дроссель; 6 — трансформатор; 7 — аппаратный ящик Автоматическая сварка под флюсом производится главным образом при нижнем положении шва.
Чтобы задержать жидкий металл, под кромками устанавливают подкладки гладкие медные, либо медные с желобками для флюса, или железные (приваривающиеся к шву).
Автоматическая сварка под флюсом в строительстве применяется, главным образом, в конструкциях, имеющих длинные прямолинейные или круговые швы. Это — балки и колонны для подкрановых путей, высокие двутавровые балки, широкополочные двутавры, бункеры, трубопроводы и т. п. Сварочный трактор используется для сварки листов на больших площадях (настилы площадок, днища больших резервуаров). При сооружении трубопроводов применяется стыковая сварка по окружности и сварка продольных швов.
Дальнейшим расширением области применения сварки под флюсом является полуавтоматическая сварка под флюсом тех швов, которые недоступны или неудобны для .обычной автоматической сварки, например, короткие швы, криволинейные и др.
Для этой цели применяется шланговый полуавтомат (см. схему рис. 2). В этом случае электродная проволока диаметром 2 мм из кассеты 1 подается при помощи механизма 2 в шланговый провод 3, заканчивающийся мундштуковым электродержателем 4, и поступает в зону горения дуги. Мундштук электродержателя 4 имеет воронку для флюса (с запасом примерно на 1 м шва) и пусковую кнопку. Держатель вдоль шва перемещается вручную.
Автоматическая сварка двутавровой балки






