
Изоляцию из стальных листов толщиной не менее 2 мм выполняют путем автогенной сварки — при открытом и дуговой — при закрытом способах работ.
Основное требование к металлической изоляции заключается в том, чтобы листы металла плотно прилегали к изолируемой поверхности и в стыках были сварены водонепроницаемым швом.
На горизонтальных поверхностях листы металла крепятся при помощи анкеров, привариваемых к арматуре или заделываемых в бетон.
При этом в листах должны быть выжжены отверстия диаметром в 2—3 раза больше диаметра анкера. После сварки листов над отверстиями устанавливают фланцы, которые приваривают оплошным швом к листам и анкерам.
Между бетоном плиты основания сооружения и листами оставляют зазор в 2,5—3 см, для чего к листам должны быть приварены металлические уголки, или листы следует укладывать на прокладках из полос стали, бетонных шашек и т. п.
В зазор нагнетают цементный раствор под давлением не более 0,5 ати. Нагнетание производят через отверстия патрубков, ввариваемых в металлические листы; после окончания нагнетания патрубки должны быть заварены.
Вертикальную металлическую изоляцию необходимо устанавливать, как правило, до бетонирования стен и использовать в качестве опалубки. В тех случаях, когда это сделать нельзя, изоляцию устраивают так же, как и горизонтальную.
Металлическую изоляцию небольших приямков осуществляют путем сварки ее на поверхности и последующего спуска вниз на место, устанавливая на подкладки или закрепляя анкерами. Зазор между изоляцией (если она внутренняя) и конструкцией заполняют цементным раствором.
Поверхность уложенной металлической изоляции должна быть покрыта защитным слоем из бетона или железобетона.
Внутренняя металлическая изоляция при условии, если она может воспринять гидростатическое давление воды или укреплена уголками жесткости или анкерами по расчету на гидростатическое давление, может быть защищена антикоррозийным покрытием (цементным раствором, краской и т. п.).
Сборку нахлесточных швов при сварке листов гидроизоляции следует производить на прихватах. Необходимо заранее проверять листы изоляции на прямоугольность, причем
разница в них по длине диагоналей не должна превышать 6 мм. Листы следует очистить от ржавчины, разметить, а изогнутые или с вмятинами — выпрямить.
Все сварные швы изоляции до укладки бетона и заполнения зазора должны быть проверены на водонепроницаемость (плотность) путем заполнения зазоров между изоляцией и конструкцией или изоляции, сваренной в виде емкости, водой, или нагнетанием сжатого воздуха при давлении не более 1,4 от эксплуатационного нормативного давления на изоляцию.

При устройстве металлической гидроизоляции, например в проемах станций метрополитена, особое внимание должно быть уделено применению качественных электродов, тщательности приварки к изоляции скобообразных анкеров, точности раскроя металла, герметичности сварки швов между элементами изоляции, а также соблюдению последовательности бетонирования пространства между изоляцией и породой.
Для проверки качества сварных швов рекомендуется покрывать их мыльной эмульсией, а затем производить нагнетание сжатого воздуха под небольшим давлением за изоляцию через приваренные к ней в местах отверстий штуцера. Не проваренные места обнаруживают по пузырькам, образующимся в слое эмульсии. Эти дефектные места вновь проваривают. Штуцера затем срезают и отверстия заваривают.
Металлическую гидроизоляцию применяют в конструкциях с высокими температурами или при больших напорах воды.
Этот вид гидроизоляции устраивают по внутреннему контуру сооружения из листовой стали толщиной 2—3 мм.
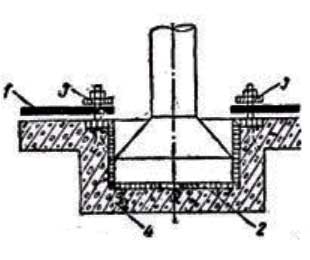
Рис. 1. Соединение оклеечной гидроизоляции с металлической
1 — оклеечиая гидроизоляция; 2 — металлическая гидроизоляция; 3 — металлическая накладка; 4 — бетонная подготовка
При возведении вертикальных стен изолируемых сооружений металлическую гидроизоляцию используют как опалубку, одновременно закрепляя ее сваркой к металлическим элементам изолируемой конструкции.
Для защиты металла гидроизоляции от коррозии его покрывают слоем бетона или лакокрасочным покрытием.
Стык металлической гидроизоляции с оклеечной выполняют, как показано на рис. 1





