
При контактной сварке или сварке методом сопротивления для нагрева используется тепло, выделяемое электрическим током, пропускаемым через поверхность их соприкосновения свариваемого изделия. Сварка производится обязательно под давлением.
Такая сварка часто применяется для соединения стержней арматуры в железобетонных конструкциях.
а) сварку сопротивлением, при которой свариваемое, стержни зажимаются в электродных захватах сварочной машины, сближаются до плотного соприкосновения по торцам и сдавливаются с небольшой силой.
После этого замыкается ток в первичной обмотке трансформатора сварочной машины и возникает ток большой силы во вторичной цепи, в которую включены свариваемые стержни. Концы стержней сильно разогреваются, осаживаются под давлением и свариваются.
Такой способ применяется при сварке стержней арматуры с площадью поперечного сечения не более 800 мм2. Перед сваркой нужно тщательно зачистить свариваемые поверхности;
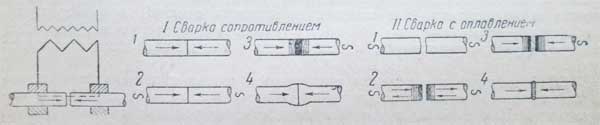
Рис. 1. Схема контактной сварки встык: / — сварка сопротивлением:
/— сжатие в контакте, 2 — включение тока, 3 — разогрев под током, 4 — осаживание и сварка; //— сварка с оплавлением: 1— включение тока, 2 — сближение стержней до появления искры, 3 — сближение стержней и оплавление, 4 — выключение тока, осаживание и сварка.
б) сварку с непрерывным оплавлением, при которой ток в первичной обмотке трансформатора сначала включается до соприкосновения торцов свариваемых стержней; затем находящиеся под напряжением концы стержней сближаются и соприкасаются, замыкая вторичную цепь трансформатора. Через точки контакта протекает ток очень большой силы, и металл почти мгновенно расплавляется и испаряется. Происходят искровые разряды, которые быстро оплавляют металл по обоим торцам свариваемых стержней, после чего под усиленным давлением (с одновременным выключением тока) торцы свариваются, причем расплавленный металл и шлаки выдавливаются из шва. В этом случае не требуется такой хорошей зачистки свариваемых поверхностей, как при сварке сопротивлением;
в) сварку с прерывистым оплавлением. В этом случае концы стержней предварительно сводятся встык и подогреваются током до красного каления. После разогрева стержни разъединяются и затем немедленно свариваются по методу непрерывного оплавления.
Сварка с прерывистым оплавлением дает стык наиболее высокого качества и применяется для соединения крупных сечений, например арматурной стали диаметром до 100 мм в крупных железобетонных гидротехнических и других сооружениях, а также для соединения закаливающихся сталей.
В России освоена и с успехом применяется сварка с прерывистым оплавлением рельсовых стыков, сотни тысяч которых ежегодно поступают в эксплуатацию. Для этой цели созданы передвижные рельсо-сварочные поезда. Длительность сварки одного рельсового стыка составляет 5—6 минут.
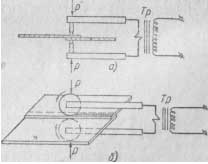 Рис.2 Схема точечной и роликовой сварки
Рис.2 Схема точечной и роликовой сварки
Точечная сварка изобретена русским инженером Н. Н. Бенардосом, который в 1887 г. запатентовал способ точечной сварки с помощью угольных электродов. В строительстве применяются электроды медные или из цветных металлов.
Точечной сваркой в строительстве соединяют внахлестку тонкие листы н штампованные профили, а также перекрестные стержни арматуры для железобетона и элементы в прутковых прогонах.
Сварка перекрестных круглых стержней широко используются при изготовлении сварных сеток для арматуры железобетона. При диаметре арматуры до 5 мм сварка сеток производится на заводах, причем готовая сварная сетка скатывается в рулоны. На машинах мощностью не менее 50 квт точечную сварку перекрестных стержней можно вести при диаметре арматуры до 25 мм, но необходима тщательная зачистка места сварки.
Видео контактной сварки







