На заводах и полигонах для изготовления свай применяется металлическая опалубка — формы, обеспечивающие чистоту поверхности бетона при многократной их оборачиваемости; арматурные каркасы монтируются на специальных станках-автоматах, оборудованных аппаратом для точечной приварки хомутов; укладка бетона и его уплотнение производятся механизированным способом. Наличие пропарочных камер позволяет ускорить процесс твердения бетона.
На небольших объектах и сооружениях, удаленных от крупных промышленных центров, строителям приходится заготовлять производить сваи из железобетона своими силами на полигоне или непосредственно на площадке.
Арматурный каркас для сваи должен быть изготовлен заранее на арматурном дворе. Перед употреблением в дело арматурная сталь очищается металлическими щетками от грязи и ржавчины; на верстаке отгибаются концы стержней.
Арматурные каркасы вяжутся на козлах в такой последовательности: сначала на козлы укладываются два угловых стержня, затем на них навешиваются и закрепляются вязальной проволокой два хомута, в промежутке между крайними хомутами устанавливаются еще несколько хомутов через 1,2—1,5 м; после этого заводятся и привязываются к хомутам остальные стержни; в заключение наматывается и прикрепляется спиральная арматура и приваривается острие сваи.
Готовые каркасы отправляются на склад или укладываются в опалубку. Для создания защитного слоя каркасы несколько приподнимаются над настилом и подвешиваются к планкам, уложенным поверх щитов опалубки.
До бетонирования свай должны быть установлены и закреплены к арматурным каркасам петли, служащие для захвата свай при подъеме и транспортировании. Петли изготовляют из отрезков арматуры толщиной 19—22 мм и ставят на расстоянии 0,2 L от концов сваи, где L — длина сваи.
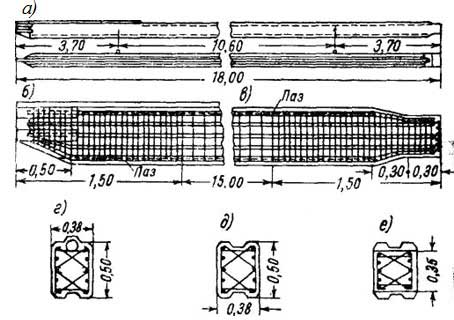
Рис. 1. Железобетонные шпунтовые сваи;
а — общий вид; б — арматура нижней части сваи; в — арматура головной части; где — сечения сваи внизу, в средней части и у головы
Каждая свая должна бетонироваться в один прием без перерыва; бетонная смесь укладывается от острия к голове и уплотняется вибраторами. По окончании бетонирования на поверхность каждой сваи наносится номер и дата изготовления.
Одновременно с бетонированием обязательно изготовляются контрольные образцы бетона в виде стандартных кубиков, испытанием которых через 7, 14 и 28 дней определяют фактическую прочность свай.
Для твердения смеси в производстве железобетонных свай необходимо обеспечить нормальный температурный режим и влажность. В жаркие дни сваи должны быть покрыты рогожей или слоем опилок и обязательно политы водой во избежание пересыхания бетона и появления в сваях трещин. При температуре ниже +5° бетонирование на открытом воздухе обычным способом не допускается. Для ускорения твердения бетона применяют пропаривание или электропрогрев.

Шпунтовые железобетонные сваи нашли широкое применение при строительстве набережных, укреплении берегов, а также для ограждения котлованов. Очертания железобетонных шпунтовых свай, как правило, такие же, как очертания деревянных Ширина свай колеблется от 50 до 60 см, толщина — от 10 до 50 см, а длина — от 6 до 20 м. На рис. 1 приведена конструкция шпунтовой сваи с трапецеидальной формой паза и гребня. Толщина и высота гребня должна
быть меньше ширины и глубины паза, чтобы при вхождении гребня в паз оставались зазоры по 5 мм. Острие шпунтовой сваи имеет длину, равную полуторной ширине сваи.
Шпунтовые сваи армируются подобно одиночным. Разница заключается в том, что поперечная арматура всегда устраивается из хомутов, так как паз и гребень не позволяют обмотать продольные стержни, находящиеся них. Гребень армируется отдельной спиралью или выступами хомутов. Для шпунтовых свай сохраняют свою силу данные, приведенные выше для одиночных свай о подъемных петлях, о марке бетона и т. д.
Железобетонные шпунтовые сваи так же, как и деревянные, забиваются гребнем вперед.
В производстве конструкция железобетонных свай показана на рис. 1. Арматурный каркас образуется из продольных стальных стержней диаметром 16—35 мм, расположенных по углам сваи (иногда и посредине сторон) и скрепленных по длине отдельными железными прутьями (хомутами) диаметром от 6 до 8 мм или сплошной спиральной обмоткой.
Хомуты и обмотка скрепляются с продольными стержнями электросваркой или вязальной проволокой. Для удобства подъема свай имеются специальные петли. Чтобы усилить прочность головы и нижнего конца сваи, хомуты в этих частях располагаются ближе друг к другу, а при спиральной обмотке уменьшается шаг спирали. Нижний конец железобетонной сваи имеет четырехгранное заострение.

В производстве для армирования железобетонных свай обычно применяется мягкая сталь марки т. 3, притом в виде круглых стержней. В настоящее время широко применяется арматура периодического профиля. Наличие в ней продольных и поперечных выступов в виде ребер и колец наилучшим образом обеспечивает сцепление арматуры с бетоном, в связи с чем увеличивается прочность сваи в значительной мере снижается возможность появления трещин. Применение арматуры периодического профиля снижает общий расход арматуры в железобетонных сооружениях на 12—15%.
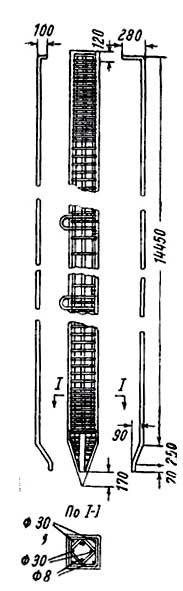
Железобетонные сваи производятся длиной от 6 до 40 м преимущественно квадратной формы с углами, скошенными в виде фасок. Наиболее часто применяются сваи сечением 30X30 и 40X40 см.
Расстояние между арматурой и наружной поверхностью сваи, которое называется защитным слоем, выбирается с таким расчетом, чтобы между хомутами и наружной поверхностью оставалось не меньше 2 см бетона. Если свая будет подвержена действию морской или речной воды, содержащей вредные для бетона соли и кислоты, то защитный слой может быть увеличен до 5 см.
Производство железобетонные сваи на заводах железобетонных изделий или на полигонах, т. е. площадках, оборудованных механизмами и поточными линиями, которые обеспечивают полную механизацию процесса изготовления свай.