При изготовлении арматурных сеток на стационарных одноточечных машинах наибольшая ширина сеток, свариваемых во всех точках пересечения стержней, должна определяться в зависимости от вылета электродов машин. При нечетном числе продольных стержней в сетке предельная ширина ее равна удвоенному вылету электродов; при четном числе стержней к этой величине добавляется расстояние между двумя средними стержнями сетки. В целях максимального увеличения ширины сеток рекомендуется проектировать их с четным числом рабочих стержней.
Сетки значительной ширины (до 5—5,5 м), свариваемые во всех точках пересечения стержней, могут быть изготовлены с помощью передвижной сварочной скобы, при этом размеры ячеек сетки в каждом направлении должны составлять не менее 100 мм.
При отсутствии требуемого сварочного оборудования допускается изготовлять сетки при помощи дуговой электросварки при условии применения горячекатаной стали гладкой и периодического профиля диаметром более 8 мм, не подвергнутой механическому упрочнению. При этом, в случае применения круглой гладкой стали в качестве рабочей арматуры, анкеровка и стыкование арматуры должны производиться в соответствии с требованиями для вязаных сеток.
Применять дуговую сварку для изготовления сварных сеток из холоднообработанных сталей всех видов, из катанки тоньше 8 мм, а также для изготовления сварных каркасов, — не допускается,
Сварные каркасы должны, как правило, состоять из прямых продольных и прямых поперечных стержней, привариваемых к продольным при помощи точечной сварки. Применение отгибов в каркасах, изготовляемых с помощью точечной сварки, не рекомендуется.
Применение дуговой сварки для изготовления каркасов с крестообразным соединением продольных и поперечных стержней не допускается.
Рекомендуемые к применению типы плоских сварных каркасов, состоящие из прямых продольных рабочих и монтажных стержней и перпендикулярных к ним поперечных стержней, приведены на рис. 2.
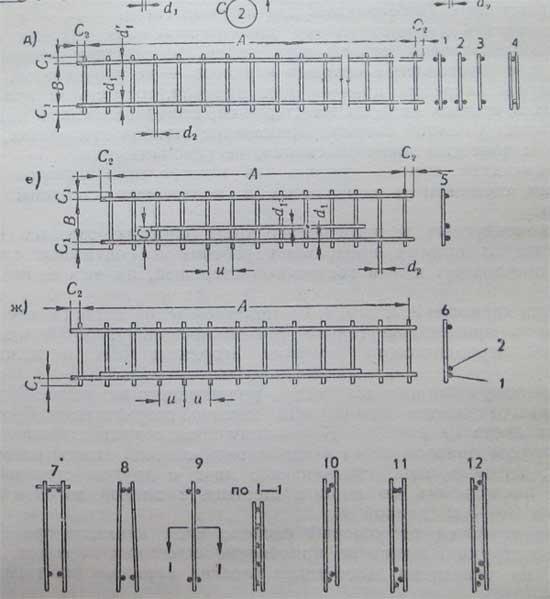
Типы каркасов 1, 2, 5, 6, 9, 12, приведенные на рис. 2, допускаются к применению только при выполнении рабочей арматуры из стержней периодического профиля (горячекатаных и холодносплющенных).
Для получения каркаса типа 6, приведенного на рис. 2,ж, сначала изготовляется при помощи точечной сварки каркас 3, изображенный на рис. 2, д. К нижнему продольному стержню указанного каркаса приваривается затем дуговой сваркой второй рабочий стержень 2; сварные швы, соединяющие друг с другом стержни 1 и 2, следует накладывать по концам стержня 2 длиной до 3d и по длине его через 30—35d (длиной d).
В зависимости от условий расположения каркасов при бетонировании конструкций возможно применение сдвоенных каркасов, изготовленных из указанных выше типов плоских каркасов (рис. 2, типы 7—12).

Диаметр монтажных стержней сварных каркасов d[ должен быть не менее диаметра поперечных стержней d2; в обычных случаях рекомендуется принимать d[ на 2—4 мм больше d2.
Из приведенных на рис. 2 типов сварных каркасов рекомендуется применение каркасов с односторонним расположением продольных стержней.
Для сварных сеток и каркасов, изготовляемых на одноточечных сварочных машинах, предельные диаметры свариваемых стержней должны, кроме того, назначаться в соответствии с данными табл. в зависимости от типа сварочной машины.
Данные для определения предельных диаметров свариваемых стержней (в зависимости от типов электоросварочных одноточечных машин) и предельной ширины сетки, изготавливаемой на стационарных машинах)
| Типы машин | Номинальные данные | Максимальный диаметр меньшего из свариваемых стержней (в мм) | |||
| Мощность (в ква) | Полезный вылет электродов (в мм) | для холоднообработанных стержней | для горячекатаных стержней | ||
| Стационарные |
Педальные АТП-25 |
25 |
250 |
- |
12 |
|
Моторные АТА-20 |
20 |
300 |
6 |
12 |
|
|
Пневматические МТП-75-6 |
75 |
500 |
10 |
22 |
|
| Передвижная |
Пневмогидравлическая МТПГ-75 |
75 |
42 |
6 |
12 |
1. Диаметры меньших стержней устанавливаются при помощи табл. Диаметр большего из стержней, свариваемых на машине МТПГ-75, не должен превышать 16 мм.
Данные для определения предельных диаметров свариваемых стержней (в зависимости от типов электросварочных одноточечных машин) и предельной ширины сетки, изготовляемой на стационарных машинах.
2. Если все стержни в соединении имеют одинаковый диаметр, то последний принимается по указанным в табл. значениям для меньшего диаметра.
3. Для соединений из трех стержней разных типов (например, два стержня периодического профиля и один — гладкий) максимальный диаметр меньшего из свариваемых стержней следует принимать, как для холоднообработанных стержней.